
Момент затяжки распредвала 409 двигатель уаз
Добавил пользователь Валентин П. Обновлено: 20.09.2024
Перед сборкой двигателя ЗМЗ-40906 после ремонта необходимо все его детали очистить от нагара и смолистых отложений. Нельзя промывать в щелочных растворах детали, изготовленные из алюминиевых сплавов (головку блока цилиндров, поршни, крышки и другие), так как эти растворы разъедают алюминий.
Для очистки деталей двигателя ЗМЗ-40906 от нагара рекомендуются следующие растворы.
Для алюминиевых деталей.
Сода (Na2СО3), г : 18,5
Мыло (зеленое или хозяйственное), г : 10,0
Жидкое стекло, г : 8,5
Вода, л : 1,0
Для стальных и чугунных деталей.
Каустическая сода (NаОН), г : 25
Сода (Na2СO3), г : 33
Мыло (зеленое или хозяйственное), г : 8,5
Жидкое стекло, г : 1,5
Вода, л : 1
При сборке двигателя ЗМЗ-40906 после ремонта необходимо соблюдать следующие условия.
1. Протереть все детали чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности (поверхности цилиндров, вкладыши и шейки коленчатого вала, опоры распределительного вала в головке блока цилиндров и шейки вала и т.п.) смазать чистым моторным маслом, применяемым для двигателя.
2. Осмотреть детали перед постановкой на место (нет ли трещин, сколов, забоин и других дефектов), проверить надежность посадки запрессованных в них других деталей. Дефектные детали подлежат ремонту или замене на новые.
3. Нанести на резьбовые части деталей и узлов, выходящие в полость масляной магистрали и в полость системы охлаждения, а также некоторые ответственные соединения (болты башмаков, успокоителей и т.п. — см. по тексту), анаэробный герметик для надежной герметизации и стопорения соединения. Все неразъемные соединения, например, заглушки блока цилиндров и т.п., также должны ставиться на анаэробный герметик. Перед нанесением герметика поверхность очистить и обезжирить.
4. Рекомендуется устанавливать новые уплотнительные прокладки. Допускается повторная затяжка прокладки крышки клапанов при обеспечении герметичности.
5. К постановке на двигатель не допускаются.
— Шплинты, шплинтовочная проволока и стопорные пластины, бывшие в употреблении.
— Пружинные шайбы потерявшие упругость.
— Поврежденные прокладки.
— Детали имеющие на резьбе более двух забитых или сорванных ниток.
— Болты и шпильки с вытянутой резьбой.
— Болты и гайки с изношенными гранями.
6. При сборке двигателя ЗМЗ-40906 после ремонта соблюдать размеры сопрягаемых деталей, а также зазоры и натяги в сопряжениях при сборке двигателя и его узлов, моменты затяжки резьбовых соединений.
Размеры и зазоры сопрягаемых деталей блока цилиндров и поршня, кривошипно-шатунного механизма, привода клапанов и промежуточного вала двигателя ЗМЗ-409.




Размеры и зазоры сопрягаемых деталей масляного насоса, редукционного клапана и привода масляного насоса двигателя ЗМЗ-409.

Моменты затяжки резьбовых соединений двигателя ЗМЗ-40906 после ремонта.

7. Необходимые специальные инструменты и приспособления для разборки, ремонта и сборки двигателя ЗМЗ-40906 после ремонта.
ЗМ 7814-5130 — Съемник шкива-демпфера коленчатого вала.
ЗМ 7823-4291 — Приспособление для напрессовки шестерни и ступицы на коленчатый вал.
ЗМ 7814-5118 — Съемник звездочки и втулки коленчатого вала.
ЗМ 7823-4291 — Приспособление для напрессовки звездочки коленчатого вала.
ЗМ 7853-4263 — Оправка для запрессовки сальников.
ЗМ 7814-5119 — Приспособление для засухаривания и рассухаривания клапанов.
ЗМ 7814-5134 — Клещи для снятия и установки поршневых колец, диаметр 95,5 мм.
ЗМ 7820-4517 — Оправка для сжатия поршневых колец, диаметр 95,5 мм.
ЗМ 7812-4644 — Ключ для отворачивания масляного фильтра.
ЗМ 7853-4226 — Оправка для напрессовки маслоотражательных колпачков.
ЗМ 7823-4815 — Приспособление для снятия масляного картера
6999-7697 — Приспособление для снятия и установки шкива-демпфера коленчатого вала, снятия звездочки коленчатого вала и ступицы водяного насоса.
6999-7926 — Комплект оправок для напрессовки маслоотражательных колпачков клапанов.
6991-4521 — Ключ для снятия масляного фильтра.
6999-7929 — Переходник к приспособлению 6999-7697 для установки шкива-демпфера коленчатого вала.
6999-7810 — Приспособление для выемки подшипника переднего конца валика КПП из маховика.
6999-7679 — Съемник подшипника переднего конца валика КПП из маховика (совместно с приспособлением 6999-7810).
6999-7931 — Струбцина для сжатия пружины клапана.
6999-7924 — Переходник к струбцине 6999-7931 для сжатия пружины клапана.
6999-7928 — Оправка для запрессовки сальников коленчатого вала.
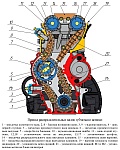
Установка привода распределительных валов проводится по следующей последовательности (рис.6):
- напрессовать звездочку 1 (рис.6) на коленчатый вал двигателя;
- установить шпонку шкива коленчатого вала и пробку уплотнительную 11 (рис.4) в шпоночный паз;
- повернуть коленчатый вал двигателя до совпадения метки на звездочке коленчатого вала с меткой Ml на блоке цилиндров, что будет соответствовать положению поршня первого цилиндра в ВМТ. При этом метка на блоке цилиндров должна быть расположена симметрично относительно оси впадины зубьев звездочки;
- установить нижний успокоитель цепи 17 не закручивая болты крепления окончательно;
- надеть цепь 4 на ведомую звездочку 5 (число зубьев 38) промежуточного вала и на звездочку 1 коленчатого вала двигателя. Установить звездочку с цепью на промежуточный вал, при этом метка на ведомой звездочке промежуточного вала (число зубьев 38) должна совпасть с меткой М2 на блоке цилиндров, а ведущая ветвь цепи, проходящая через успокоитель, должна быть натянута;
- установить ведущую звездочку 6 промежуточного вала и закрепить звездочки на промежуточном валу болтами. Стопорную пластину отогнуть на грани болтов;
- установить рычаг натяжного устройства цепи первой ступени привода распределительных валов;
- нажимая на рычаг натяжного устройства, натянуть цепь, проверить правильность установки звездочек по меткам и окончательно закрепить нижний успокоитель 17. После установки цепи привода промежуточного вала не допускается вращение коленчатого вала до момента установки цепи привода распределительных валов и гидронатяжителей;
- установить рычаг натяжного устройства цепи второй ступени привода распределительных валов;
- надеть на ведущую звездочку промежуточного вала цепь 9 второй ступени привода распределительных валов;
- взять крышку цепи с сальником, проверить пригодность сальника к дальнейшей работе. Если сальник имеет изношенные рабочие кромки или слабо охватывает втулку коленчатого вала - заменить его новым. Запрессовку сальника в сальникодержатель рекомендуется производить при помощи оправки;
- заполнить на ⅔ полость между рабочей кромкой и пыльником резиновой манжеты крышки цепи смазкой ЦИАТИМ-221;
- удерживая цепь второй ступени от соскакивания со звездочки промежуточного вала, установить и закрепить крышку цепи и кронштейн генератора, затянуть винты моментом 21,56. 26,45 Н•м (2,2. 2,7 кгс•м);
- установить и закрепить водяной насос на крышку цепи, затянув болт крепления водяного насоса к крышке цепи моментом 21,56. 26,45 Н•м (2,2. ..2,7 кгс•м);
- смазать маслом, применяемым для двигателя, отверстие под гидронатяжитель в крышке цепи и установить собранный гидронатяжитель (рис.40) до касания в упор рычага натяжного устройства, но не нажимать, с целью исключения срабатывания фиксатора гидронатяжителя;
- закрыть крышкой гидронатяжитель и закрепить ее двумя болтами;
- через отверстие в крышке гидронатяжителя оправкой нажать на гидронатяжитель, перемещая его до упора, затем отпустить, при этом запорное кольцо на плунжере выйдет из зацепления с корпусом гидронатяжителя и даст возможность плунжеру и корпусу перемещаться под действием пружины. Корпус переместится до упора, а цепь через рычаг натяжного устройства будет натянута;
- завернуть пробку в крышку гидронатяжителя;
- установить на штифты прокладку головки блока;
- на патрубок водяного насоса установить шланг, соединяющий патрубок водяного насоса с корпусом термостата;
- установить подсобранную головку цилиндров на блок и закрепить; затяжку болтов крепления головки цилиндров производить в два этапа: предварительная затяжка с моментом 39. 59 Н•м (4. 6 кгс•м); окончательная – 127. 142 Н•м (13,0. 14,5 кгс•м). Последовательность затяжки болтов крепления головки цилиндров указана на рис.58;

Рис.58. Последовательность затяжки болтов крепления головки цилиндров
- отвернуть болты и снять крышки распределительных валов, протереть салфеткой постели под распределительные валы в головке и в крышках;
- смазать маслом, применяемым для двигателя, отверстия в головке под гидротолкатели и установить гидротолкатели в головку цилиндров. При ремонте двигателя без замены гидротолкателей устанавливать их в соответствии с маркировкой нанесенной на них при разборке, при выходе гидротолкателя из строя он подлежит замене, так как не ремонтируется. Вынимать гидротолкатели необходимо присоской;
- установить распределительные валы на головку цилиндров, предварительно смазав постели в головке и опорные шейки распределительных валов маслом применяемым для двигателя. Распределительный вал впускных клапанов устанавливается штифтом на звездочке вверх, а распределительный вал выпускных клапанов - штифтом звездочки вправо. За счет углового расположения кулачков данные положения распределительных валов являются устойчивыми;
- установить переднюю крышку распределительных валов с установленными в ней упорными фланцами на установочные втулки, при этом за счет продольного перемещения распределительных валов обеспечить установку упорных фланцев в канавки;
- установить крышки № 3 и № 7 распределительных валов и предварительно затянуть болты крепления крышек до соприкасания поверхности крышек с верхней плоскостью головки цилиндров; - установить все остальные крышки, в соответствии с маркировкой, и затянуть болты крепления крышек предварительно;
- затянуть болты крепления крышек распределительных валов окончательно с моментом 18,6…22,6 Н•м (1,9. 2,3 кгс•м);
- смазать все кулачки распределительных валов моторным маслом и проверить вращение каждого распределительного вала в опорах, для чего провернуть распределительный вал ключом за специальный четырехгранник на распределительном валу до положения полного сжатия пружин клапанов одного из цилиндров. При дальнейшем повороте распределительный вал должен самостоятельно провернуться под действием клапанных пружин до положения касания следующих кулачков с толкателями;
- после проверки легкости вращения распределительных валов поворотом сориентировать их так, чтобы установочные штифты 11 под звездочки располагались ориентировочно горизонтально и были направлены в разные стороны (рис.6). Данные положения распределительных валов являются устойчивыми и обеспечиваются угловым расположением кулачков;
- установку углового положения распределительных валов начинать с выпускного вала. Для этого, накинув на звездочку приводную цепь, установить звездочку на фланец и штифт распределительного вала, при этом для совпадения штифта и отверстия на звездочке повернуть распределительный вал за четырехгранник по часовой стрелке. Поворотом распределительного вала против часовой стрелки натянуть ведущую ветвь цепи, при этом метка 10 на звездочке должна совпасть с верхней плоскостью головки цилиндров 15. Нельзя допускать поворота колен.вала;
- для угловой установки впускного распределительного вала накинуть на звездочку приводную цепь, установить звездочку на фланец и штифт распределительного вала при слегка провисшей ветви цепи между звездочками. Поворотом распределительного вала против часовой стрелки натянуть цепь, при этом метка на звездочке должна совпасть с верхней плоскостью головки цилиндров;
- установить и затянуть с Мкр. 4,6. 7,4 кгс•м болты крепления звездочек, удерживая распределительные валы от проворачивания ключом за четырехгранник;
- установить гидронатяжитель второй ступени привода распределительных валов аналогично установке гидронатяжителя цепи первой ступени;
- установить средний и верхний успокоители цепи, не заворачивая болты крепления окончательно;
- поворотом коленчатого вала двигателя по ходу вращения натянуть рабочие ветви цепи второй ступени и окончательно закрепить средний и верхний успокоители цепи;
- установить шкив на хвостовик коленчатого вала до упора и ввернуть болт с моментом затяжки 102,0. 125,4 Н•м (10,4. 12,8 кгс•м);
- по окончании сборки произвести контроль установки распределительных валов. Для этого провернуть коленчатый вал двигателя по ходу вращения на два оборота до совпадения метки на демпфере коленчатого вала с меткой на крышке цепи. При этом метки на звездочках распределительных валов должны совпасть с верхней плоскостью головки цилиндров;
- при ремонте двигателя, связанном со снятием распределительных валов, головки цилиндров и звездочек на промежуточном валу установку привода распределительных валов при сборке производить как указано выше;
- в случае, если при ремонте не снимаются звездочки пром.вала и крышка цепи, то перед разборкой необходимо установить поршень 1-го цилиндра в положение ВМТ на такте сжатия, при этом риска на шкиве коленчатого вала должна совпасть с выступом на крышке цепи, а метки на звездочках распределительных валов должны быть расположены горизонтально, направлены в разные стороны и совпадать с верхней плоскостью головки цилиндров.
После снятия распределительных валов и головки цилиндров поворот коленчатого вала может быть только с возвратом в исходное положение или с поворотом на 2 оборота коленчатого вала. Поворот коленчатого вала на 1 оборот даже при совпадении меток на шкиве и крышке цепи приведет к неправильной установке фаз газораспределения. При неправильной установке распределительных валов и звездочек метки на звездочках не будут совпадать с верхней плоскостью головки цилиндров. В этом случае необходимо снять звездочки, провернуть коленчатый вал по ходу вращения на 1 оборот и повторить установку звездочек как указано выше.
В процессе эксплуатации, а также из-за погрешности при изготовлении деталей привода газораспределительного механизма (ГРМ) или вследствие неквалифицированно проведенного ремонта привода ГРМ возможно значительное отклонение фаз газораспределения от заданных значений.
В то же время известно, что правильность фаз газораспределения является одним из важнейших факторов, влияющих на мощность, крутящий момент и экономические показатели двигателя.
Поэтому при снижении тяговых свойств двигателя, повышении эксплуатационного расхода топлива и неустойчивой работе двигателя возникает необходимость проверить и, при необходимости, правильно установить фазы газораспределения.
Для этой цели используется комплект оснастки, разработанный на заводе. В комплект входит: транспортир (рисунок 85), шаблон (рисунок 86) с профилем кулачка и стрелкой (для двигателя 4062.1 и двигателей ЗМЗ-405.10, ЗМЗ-409.10 и их модификаций) и кондуктор для сверления дополнительных отверстий под штифт в звездочках распределительных валов (рисунок 87).

Технические требования:
1. Материал: сталь нерж. t=3 мм
2. Неуказанные пред. откл. по ОСТ 37.001.246-82
3. Допускается изготовление из текстолита t=3 мм.
4. Обозначения нанести на шаблоне ударным или другим способом на глубину 0,3-0,5 мм
Рис. 85 - Транспортир

Технические требования:
1. Материал: алюминиевый сплав t=10 мм.
2. *Размер для справок
3. Неуказанные пред. откл. по ОСТ 37.001.246-82
4. Максимальный диаметр фрезы для обработки контура кулачка 8 мм
5. Маркировать фазу профиля - 252º
6. Обозначение “Фаза” нанести ударным способом на глубину 0,3-0,5 мм
Рисунок 86 – Шаблон кулачка

Технические требования:
1. Материал дет. поз. 1: круг 65 ГОСТ 7417-75 45Х ГОСТ 4543-71
2. Неуказанные пред. откл. по ОСТ 37.001.246-82
3. 42. 48 HRCэ
4. Дополнительные отверстия расположены через 2º30', 5º и 7º30'
Рисунок 87 – Кондуктор для сверления дополнительных отверстий под штифт в звездочках распределительных валов

Рисунок 88 – Схема положения распределительных валов при положении поршня первого цилиндра в ВМТ такта сжатия:
1 - метка на звездочке; 2 - верхняя плоскость головки цилиндров.

Рисунок 89 – Проверка углового положения распределительных валов:
А - проверка углового положения распределительного вала впускных клапанов; В - проверка углового положения распределительного вала выпускных клапанов; 1 - кулачок впускного клапана первого цилиндра; 2 - шаблон кулачка; 3 - транспортир; 4 - кулачок выпускного клапана первого цилиндра; 5 -головка цилиндров; 6 - гидротолкатель.
В случае, если отклонения углового положения кулачков распределительных валов превышают допустимые ±2°, требуется корректировка фаз газораспределения.

Рисунок 90 – Звездочка распределительного вала с дополнительными
отверстиями:
1 - метка; 2 - заводское отверстие; 3 - дополнительные отверстия.
Если при корректировке фаз газораспределения требуется повернуть распределительный вал (валы) по ходу его (их) вращения (по часовой стрелке), то звездочку (звездочки) необходимо устанавливать на одно из дополнительных отверстий с плюсовым смещением, расположенное справа от заводского отверстия, если - против часовой стрелки, то звездочку (звездочки) устанавливать на одно из отверстий с минусовым смещением, расположенное слева от заводского отверстия.
Выбор отверстия на звездочке, с необходимой величиной смещения, производится в зависимости от величины отклонения углового положения кулачка от номинального значения.
При установке звездочки на дополнительное отверстие заводская установочная метка 1 на звездочке не будет совпадать с верхней плоскостью головки цилиндров.
После сборки и установки привода распределительных валов необходимо отвернуть болты и снять крышки распределительных валов двигателя ЗМЗ-40906, протереть салфеткой постели под распределительные валы в головке блока и в крышках. Перед установкой крышек смазать резьбу болтов чистым моторным маслом.
Установка распределительных валов двигателя ЗМЗ-40906 после ремонта, последовательность действий и операций, размеры и зазоры деталей.
Смазать маслом, применяемым для двигателя, отверстия в головке блока под гидротолкатели и установить гидротолкатели в головку цилиндров. При ремонте двигателя ЗМЗ-40906 без замены гидротолкателей следует устанавливать их в соответствии с их расположением перед разборкой. При выходе гидротолкателя из строя он подлежит замене, так как не ремонтируется. Вынимать гидротолкатели необходимо присоской или магнитом.
Установить распределительные валы на головку цилиндров, предварительно смазав постели в головке маслом, применяемым для двигателя. Впускной и выпускной распределительные валы двигателя ЗМЗ-40906 можно отличить по тому, куда установлен штифт во фланце переднего конца вала. У впускного распределительного вала штифт устанавливается в левое отверстие. У выпускного распределительного вала — в правое отверстие.

Распределительный вал впускных клапанов устанавливается штифтом на звездочке вверх, а распределительный вал выпускных клапанов — штифтом звездочки вправо. За счет углового расположения кулачков данные положения распределительных валов двигателя ЗМЗ-40906 являются устойчивыми. Смазать опорные шейки распредвалов чистым моторным маслом, применяемым для двигателя.
Установить переднюю крышку распределительных валов двигателя ЗМЗ-40906 с установленными в ней упорными фланцами на установочные втулки. При этом за счет продольного перемещения распределительных валов обеспечить установку упорных фланцев в канавки. Перед установкой упорный фланец смазать чистым моторным маслом, применяемым для двигателя.
Установить крышки № 1 и № 3 распределительных валов и предварительно затянуть болты крепления крышек до соприкосновения поверхности крышек с верхней плоскостью головки цилиндров. Установить остальные крышки в соответствии с маркировкой и затянуть болты крепления крышек предварительно. Во избежание поломки крышек болты крепления затягивать постепенно и попеременно.
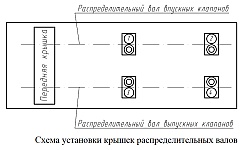
Завернуть болты крепления крышек распределительных валов окончательно моментом 18,6-22,6 Нм (1,9-2,3 кгсм). Крышки распределительных валов двигателя ЗМЗ-40906 должны устанавливаться соответственно их нумерации, ориентируясь круглыми бобышками с номерами наружу двигателя. Данная ориентация крышек связана с несимметричным расположением канавки масляного канала в крышках.
Схема установки крышек распределительных валов двигателя ЗМЗ-40906.
Смазать все кулачки распределительных валов двигателя ЗМЗ-40906 моторным маслом и проверить вращение каждого распределительного вала в опорах. Для чего провернуть распределительный вал ключом за специальный четырехгранник на распределительном валу до положения полного сжатия пружин клапанов одного из цилиндров. При дальнейшем повороте распределительный вал должен самостоятельно провернуться под действием клапанных пружин до положения касания следующих кулачков с толкателями.
После проверки легкости вращения распределительных валов поворотом сориентировать их так, чтобы установочные штифты под звездочки располагались ориентировочно горизонтально и были направлены в разные стороны. Данные положения распределительных валов двигателя ЗМЗ-40906 являются устойчивыми и обеспечиваются угловым расположением кулачков.
Установка углового положения распределительных валов двигателя ЗМЗ-40906.
Установку углового положения распределительных валов начинать с выпускного вала. Для этого, накинув на звездочку выпускного распределительного вала (с одной установочной меткой) приводную цепь, установить звездочку на фланец и штифт распределительного вала. При этом для совпадения штифта и отверстия на звездочке повернуть распределительный вал за четырехгранник по часовой стрелке.
Поворотом выпускного распределительного вала против часовой стрелки натянуть ведущую ветвь цепи. При этом метка на звездочке должна совпасть с верхней плоскостью головки блока цилиндров. При этом коленчатый вал должен оставаться неподвижным.
Для угловой установки впускного распределительного вала накинуть на звездочку впускного распределительного вала (с двумя установочными метками – для привода распределительных валов с зубчатыми цепями) приводную цепь, установить звездочку на фланец и штифт распределительного вала при слегка провисшей ветви цепи между звездочками.
Поворотом впускного распределительного вала против часовой стрелки натянуть цепь. При этом метки на звездочке должна совпасть с верхней плоскостью головки цилиндров.
Установить и завернуть моментом 54,9-60,8 Нм (5,6-6,2 кгс·м) болты крепления звездочек, удерживая распределительные валы от проворачивания ключом за четырехгранник.
Размеры и зазоры сопрягаемых деталей блока цилиндров и поршня, кривошипно-шатунного механизма, привода клапанов и промежуточного вала двигателя ЗМЗ-40906.
Дальнейшие работы по установка распределительных валов двигателя ЗМЗ-40906 после ремонта.
Установить гидронатяжитель верхней цепи привода распределительных валов аналогично установке гидронатяжителя нижней цепи. Установить средний и верхний успокоители цепи. Не заворачивая болты крепления окончательно, нанеся предварительно на резьбу болтов анаэробный герметик. Поворотом коленчатого вала двигателя по ходу вращения натянуть рабочие ветви цепи второй ступени и окончательно закрепить средний и верхний успокоители цепи.
Напрессовать с помощью специального приспособления шкив-демпфер на передний конец коленчатого вала до упора, совместив паз ступицы шкива-демпфера со шпоночным пазом коленчатого вала. Вставить пробку уплотнительную в шпоночный паз. Запрессовать шпонку шкива-демпфера коленчатого вала. Шпонку в паз запрессовывать полусферическим концом вперед. Завернуть стяжной болт коленчатого вала моментом 166,6-196,6 Нм (17-20 кгсм).
По окончании сборки произвести контроль установки распределительных валов. Для этого провернуть коленчатый вал двигателя по ходу вращения на два оборота до совпадения метки (риски) на демпфере шкива коленчатого вала с выступом на крышке цепи. При этом метки на звездочках распределительных валов должны совпасть с верхней плоскостью головки цилиндров.
При ремонте двигателя, связанным со снятием распределительных валов, головки блока цилиндров и звездочек промежуточного вала, установку привода распределительных валов производить, как указано выше.
В случае, если при ремонте не снимаются звездочки промежуточного вала и крышка цепи, то перед разборкой необходимо установить поршень 1-го цилиндра в положение ВМТ на такте сжатия. При этом метка на шкиве-демпфере коленчатого вала должна совпасть с выступом на крышке цепи, а метки на звездочках распределительных валов должны быть расположены горизонтально, направлены в разные стороны и совпадать с верхней плоскостью головки блока цилиндров.
После снятия распределительных валов и головки цилиндров поворот коленчатого вала может быть только с возвратом в исходное положение или с поворотом на 2 оборота коленчатого вала. Поворот коленчатого вала на 1 оборот даже при совпадении меток на шкиве и крышке цепи приведет к неправильной установке фаз газораспределения.
При неправильной установке распределительных валов и звездочек метки на звездочках не будут совпадать с верхней плоскостью головки цилиндров. В этом случае необходимо снять звездочки, провернуть коленчатый вал по ходу вращения на 1 оборот и повторить установку звездочек как указано выше.
Читайте также: