
Момент затяжки болтов гбц тойота дуэт
Добавил пользователь Евгений Кузнецов Обновлено: 20.09.2024
На днях закончил перебирать пару домашних моторов себе и другу. Делал "капиталку-лайт" на 7a-fe и 4e-fe. Накопил скромный личный опыт. Сразу оговорюсь , что раньше капиталил полностью и успешно пару двигателей 402х для Волги, один Вазовский для Нивы и один 412 двигатель Москвича. С 7A-FE 1.8 проблем не возникло совсем при сборке и протяжке ГБЦ - внятно и аккуратно без замены болтов подошел к моменту 90Нм , ни один болт не поплыл. А вот родной 4e-fe вдруг трепанул нервы при снятии-установке ГБЦ. Началось с успешного поиска головки-звездочки на 9 , потерей трех головок болтов при откручивании , а закончилось плаванием момента при установке ГБЦ и обрывом (слава богу не под корень) одного болта с целью "научить руку" чувствовать момент на 9мм болтиках. В теории все просто - берем оригинальную прокладку и комплект новых болтов ГБЦ, подводим поэтапно по схемке от центра к краям болты к 40Нм, доворачиваем на 90 градусов и идем пить пиво. Перед этим можно вы..ся с промером поверхности блока и шлифовкой ГБЦ для профилактики. На практике я езжу на недорогой машинке , блок и голову очищаю от остатков старой прокладки, внимательно смотрю чтобы не было следов коррозии, глубоких раковин, осматриваю болты на предмет состояния резьбы, одинаковой длины, тщательно чищу и в меру смазываю гнезда под болты и в путь. Естественно если перед этим не было эксцессов с пробитием ГБЦ и прочих звоночков которые могли бы намекать на поведенную плоскость ГБЦ-блока. Именно из-за повторного использования старых болтов я не сторонник затяжки по принципу "момент 40Нм +доворот90 градусов". Я приблизительно понимаю теорию "доворота" - задача за счет кондиционных болтов и эффекта торсиона создать гарантированный одинаковый момент по всей плоскости. На практике - башка старая, болты старые, денег жалко и прочий стыд. А ГБЦ посадить нужно аккуратно и надолго. В итоге я тяну всегда "по моменту" стрелочным динамометрическим ключом в 3-4 приема , даю "отстояться" голове после затяжки и потом еще проверяю не ушел ли момент. Так вот на 4e-fe у меня половина болтов "поплыла" при попытке выставить момент. Можно было огорчиться , купить новый комплект болтов и выставить все по мануалу. Ну мы не ищем легких путей. Принципиально встала задача "научить руку" четко чувствовать момент на 4e-fe)))) Пошел на рискованный эксперимент - один болт крайний довел до момента обрыва. Была угроза еще раз сменить прокладку ГБЦ в оригинале если бы не смог выкрутить полностью потекший болт - повезло дураку. А теперь цифры и рекомендации для тех кто не хочет пройти по тернистому пути.
1. Момент критического "плавания" для игрушечных 9мм болтиков - выше 75-80Нм
2. Я бы рекомендовал окончательный момент для б.у. болтов - 65Нм. Ибо если не повезет и достанутся уже уставшие болты - то в районе 70Нм они необратимо потянуться и будет грустно. Хотя живой болт уверенно подходит и держится в районе 70-75Нм. При попытке аккуратно подвести все болты к 75Нм - я три болта вынужден был заказывать новых, ибо неприятно думать что голова в итоге будет висеть на "поплывшем" комплекте.
3. Ну и для богатых и щепетильных буратин - все по мануалу , оригинал прокладка, оригинал новый комплект болтов и "40 + 90". Но учтите это в Теории и в Японии. На практике я вычитал поучительную для меня историю , как рукастый чел все сделал "по мануалу" , а потом решил проверить момент на устоявшейся голове и ужаснулся разбросу.
У меня обычный стрелочный динамо-ключ, при ремонте мотора,тож обратил на момент внимание,при довороте на 90градусов
получается момент в 70-90Нм.
Слушай , но 70-90 - это ж разброс в 20Нм))). Многовато. Да и 90Нм - это уже конец 9мм болтам 4e-fe ИМХО. Повторюсь - попытка подвести их ВСЕ к 75Нм - 3 штуки ушли в помойку. 100% порог безопасной протяжки б.у. болтов ГБЦ 4e-fe - 65Нм. Думаю хватит для нормальной работы. А если после доворота одни встанут скажем 80Нм , а другие уплывут к 50-60Нм ? Будет разброс по голове в те же 20Нм, что не айс. Букварь потому и настаивает на новом комплекте , чтобы гарантировать одинаковый момент. Для себя я решил , что лучше не дотянуть 5Нм , чем поиметь разнобой в 20Нм по плоскости ГБЦ ,который может спровоцировать коробление при том же перегреве. Просто у меня рефлексы мои ремонтные отказались остановиться на 65Нм - показалось мало, все же ГБЦ, повел к 80Нм и поплатился, болтики тонкие, текут на раз. Еще раз повторюсь - я не против доворота по мануалу, но С НОВЫМ КОМПЛЕКТОМ БОЛТОВ!
Возможно у тебя ранее болты низкого качества стояли?
Разброс скорее всего из-за стрелочного ключа, или дрожание руки в момент натяга!
"Возможно у тебя ранее болты низкого качества стояли?" Да запросто. Об этом и толкую. По длине были одинаковые, визуально состояние шлицов на шляпках и резьбовой отличное. А как узнать кондиционность? Потому для себя решил впредь лучше не доберу 5Нм момента , но с выдержкой по времени и равномерной затяжкой , чем потом бежать на заказ и терять 3-5 дней времени и 2000рэ. Так что мой рецепт затяжки ГБЦ 25-45-65Нм, выдержать до установки валов денек - проверить 65Нм. Не просело-уплыло - кидавем валы в постели и с богом. Ну а про дрожание рук))) Тока лично проверять надо)). Я вот если с новым человеком чего собираю - сначала втихаря за ним пару тройку болтов гаек пощупаю , если по моменту совпадаем - доверяю сборку. А ключик проверенный , не первый год в работе.
а) Совместите выступы верхних вкладышей подшипников с выточками (углублениями) постелей блока цилиндров и вставьте вкладыши.

Примечание: очистите заднюю поверхность вкладыша подшипника и поверхность блока цилиндров, контактирующую с вкладышем. Не допускайте попадания масла и грязи на эти поверхности.
Примечание: верхние половинки вкладышей (устанавливаемые в расточку блока цилиндров) имеют масляные канавки и отверстия, а нижние (устанавливаемые в крышки коренных подшипников) — нет.
в) Установите нижние вкладыши коренных подшипников, совместив их выступы с выточками (углублениями) в крышке коренных подшипников.
Примечание: очистите заднюю сторону вкладыша подшипника и поверхность крышки подшипника, контактирующую с вкладышем. Не допускайте попадания масла и грязи на эти поверхности.

2. Установите верхние упорные полукольца в постель коренного подшипника смазочными канавками наружу.

3. Нанесите моторное масло на поверхность вкладышей коренных подшипников и уложите коленчатый вал в блок цилиндров.
Примечание: не наносите масло на заднюю поверхность вкладышей.
4. Установите крышки коренных подшипников.
а) Установите четыре крышки коренных подшипников.
Примечание: каждая крышка подшипника имеет номер и метку "перед".

б) Нанесите тонкий слой моторного масла на резьбу и под головки болтов крепления крышек коренных подшипников.

г) Убедитесь, что коленчатый вал вращается свободно.
5. Наденьте куски резиновых шлангов на болты шатунов.

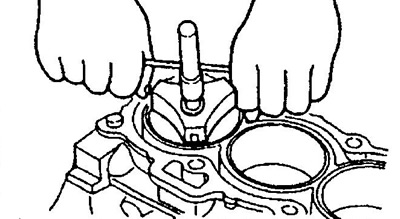
е. Установите поршень и шатун в сборе.
- Нанесите немного моторного масла на стенки цилиндров.
- Нанесите немного моторного масла на поршневые кольца.
Используя приспособление для сжатия колец, установите в цилиндры поршневые комплекты в соответствии с их номерами, сориентировав метки "перед" на поршнях по направлению к передней части двигателя.

7. Установите нижние крышки шатунов. А. Установите нижние крышки на шатуны.
а) Проверьте соответствие нумерации крышек шатунных подшипников и шатунов.
Примечание: очистите заднюю сторону вкладыша подшипника и поверхность крышки подшипников, контактирующую с вкладышем. Не допускайте попадания масла и грязи на эти поверхности.
б) Установите нижние крышки шатунов так, чтобы метки "перед" были обращены к передней части двигателя.
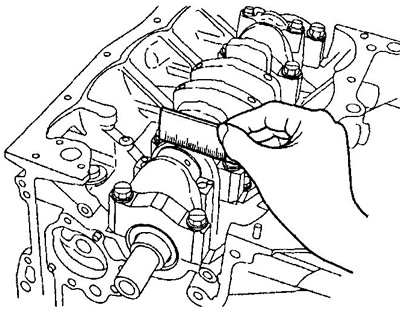
1. С помощью щупа проверьте величину осевого зазора шатунного подшипника, перемещая шатун вперед-назад по шатунной шейке коленчатого вала.
- серия EJ — 0,150-0,250 мм
- серия КЗ — 0,100 - 0,300 мм
- серия EJ — 0,300 мм
- серия КЗ — 0,350 мм
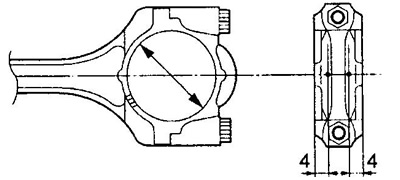
2. Снимите крышку нижней головки шатуна и проверьте радиальный зазор шатунного подшипника.
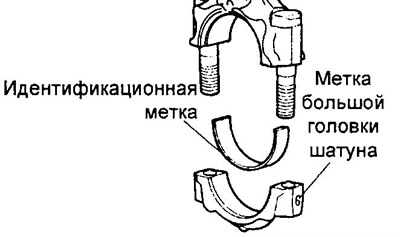
а) Проверьте совмещение меток на шатуне и крышке шатуна, чтобы обеспечить в последующем его правильную сборку.
Если метки отсутствуют, то нанесите их на крышки и шатуны.
б) Отверните два болта (серия КЗ) или гайки (серия EJ) крепления крышки нижней головки шатуна.
в) Снимите крышку шатуна.
Примечание: нижняя половина вкладыша должна остаться в крышке шатуна.
Разборка и сборка блока цилиндров (серия КЗ).
1 - крышка шатуна,
2 - вкладыши шатунного подшипника,
3 - поршень с шатуном в сборе,
4 - крышка коренного подшипника,
5 - коленчатый вал,
6 - вкладыш коренного подшипника,
7 - упорное полукольцо,
8 - масляная форсунка,
9 - компрессионное кольцо №1,
10 - компрессионное кольцо №2,
11 - маслосъемное кольцо,
12 - поршень,
13 - шатун,
14 - поршневой палец.
г) Очистите шатунную шейку и вкладыши.
д) Проверьте поверхности шатунной шейки и вкладыша на наличие точечной коррозии и царапин.
При наличии рисок и задиров замените вкладыши. При необходимости замените коленчатый вал.
Примечание: не перепутайте верхний и нижний вкладыши подшипников.
е) Установите пластиковый калибр для измерения зазоров в подшипниках скольжения поперек шатунной шейки.

ж) Установите нижнюю крышку шатуна, совместив установочные метки. Затяните болты (серия КЗ) или гайки (серия EJ) крепления (подробней см. подраздел "Сборка" раздела "Блок цилиндров").
- Не вращайте коленчатый вал.
- Нанесите немного масла на резьбы и под головки болтов перед их установкой.
Серия EJ — 36 ±6 Нм
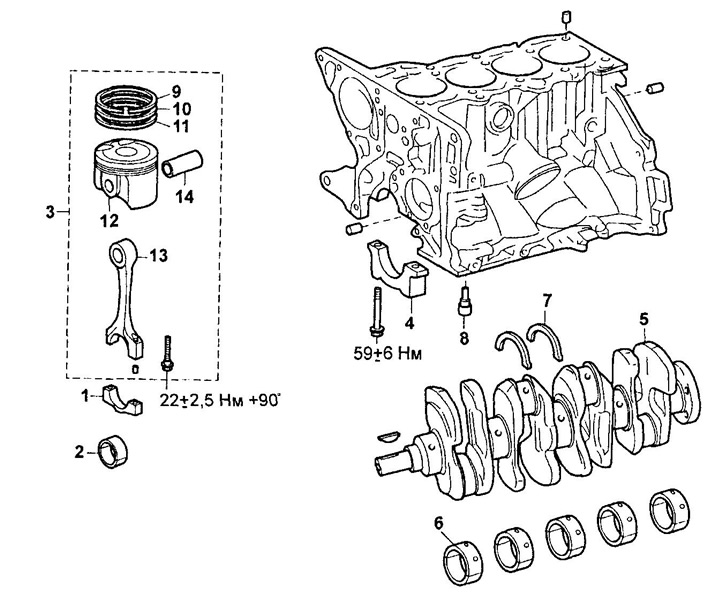
- 1- й этап — 22 ±2,5 Нм
- 2- й этап — довернуть на 90°
и) Измерьте максимальную ширину сплющенной калибровочной проволоки, определив по ней величину радиального зазора шатунного подшипника.
Зазор шатунного подшипника:
- номинальный — 0,020 - 0,044 мм
- максимальный — 0,070 мм
- номинальный — 0,016 - 0,040 мм
- максимальный — 0,070 мм
(Серия КЗ) Если зазор больше максимального, проверьте диаметр шатунной шейки коленчатого вала, внутренний диаметр большой головки шатуна и толщину вкладышей. Замените изношенные детали.
- Номинальная толщина — 1,488 - 1,492 мм
- Рем. (0,25) — 39,726 - 39,766 мм
Проверьте идентификационные метки.
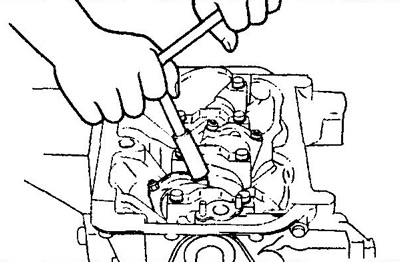
3. Снимите поршень и шатун в сборе.
а) Разверткой удалите нагар с верхней части цилиндра.
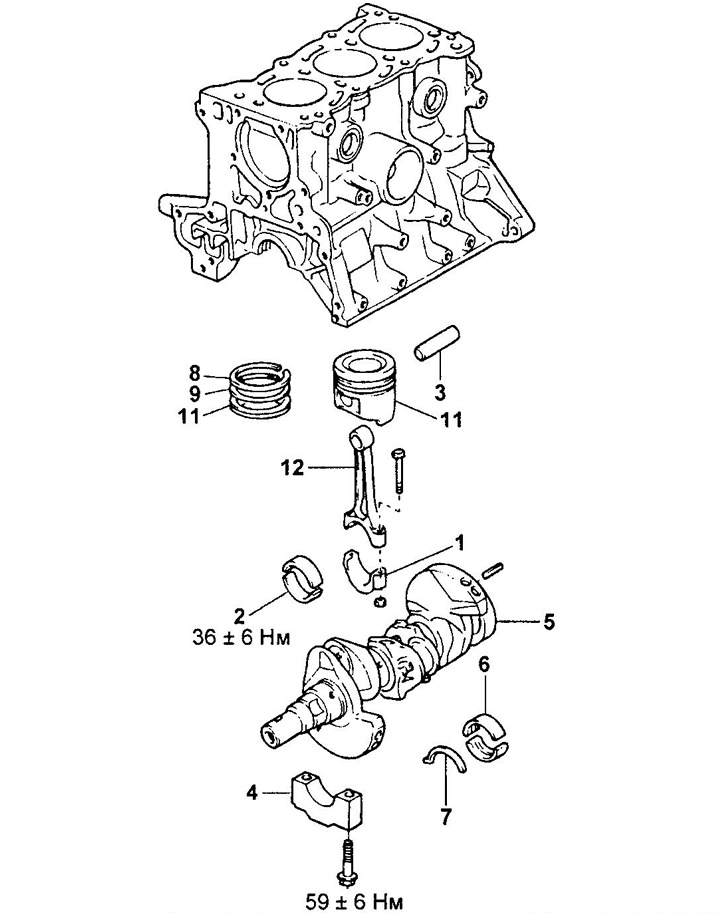
Разборка и сборка блока цилиндров (серия EJ).
1 - крышка шатуна,
2 - вкладыши шатунного подшипника,
3 - поршневой палец,
4 - крышка коренного подшипника,
5 - коленчатый вал,
6 - вкладыш коренного подшипника,
7 - упорное полукольцо,
8 - компрессионное кольцо №1,
9 - компрессионное кольцо №2,
10 - маслосъемное кольцо,
11 - поршень,
12 - шатун.
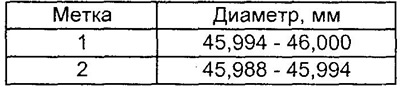
Таблица. Подбор вкладышей шатунного подшипника (серия EJ).
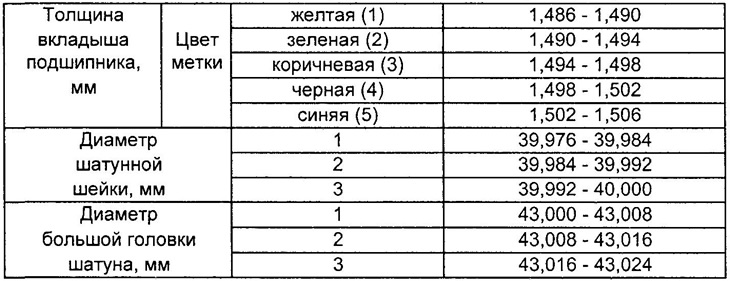
Примечание: метка вкладыша шатунного подшипника = метка большой головки шатуна — метка шатунной шейки коленчатого вала.
б) Извлеките поршень в сборе с шатуном и верхним вкладышем подшипника через верхнюю часть блока цилиндров.
Примечание: (серия EJ) наденьте на резьбу болтов резиновые шланги во избежание повреждений.
- Держите подшипники, шатун и крышку вместе.
- Расположите поршни в сборе с шатунами и вкладышами в порядке соответствия цилиндрам.
4. Снимите шатунные подшипники.
- Номинальный осевой зазор — 0,02 - 0,22 мм
- Максимальный осевой зазор — 0,30 мм
Если осевой зазор больше максимального, замените упорные полукольца.
- серия КЗ — 1,92 - 1,99 мм
- EJ-VE — 1,94-1,99 мм
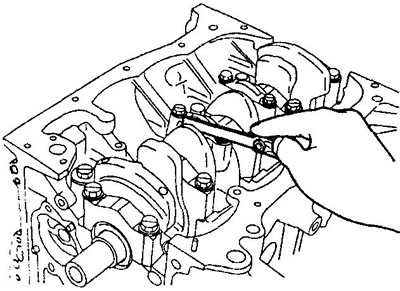
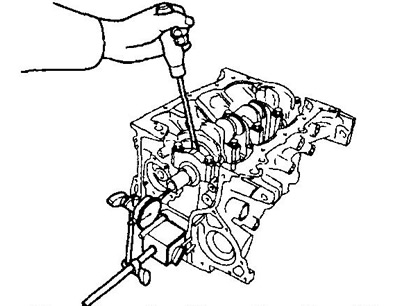
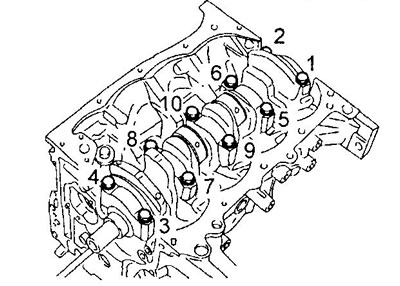
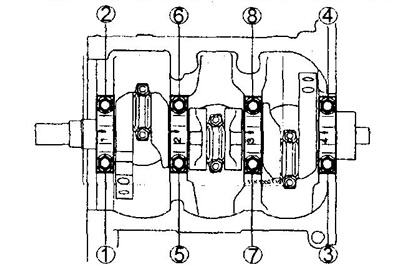
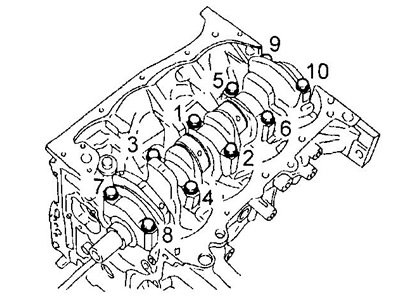
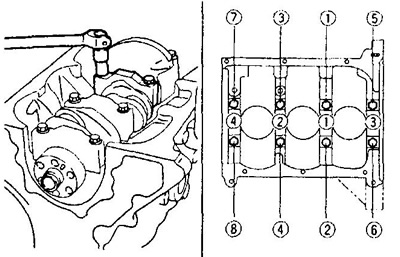
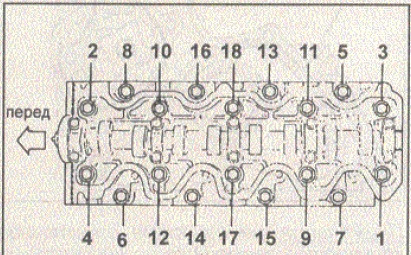
а) Равномерно ослабьте и отверните болты крышек коренных подшипников за несколько проходов в показанной на рисунке последовательности.
б) Покачивая вывернутые болты в отверстиях крышек коренных подшипников, снимите крышки вместе с нижними вкладышами и нижними упорными полукольцами.
- Держите крышки коренных подшипников вместе с нижними вкладышами.
- Расположите крышки коренных подшипников и упорные полукольца в порядке сборки.
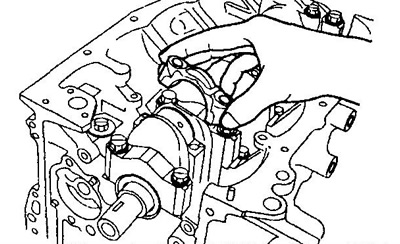
в) Поднимите коленчатый вал.
Примечание: оставьте верхние вкладыши подшипников и верхние упорные полукольца в блоке цилиндров.
г) Очистите каждую коренную шейку и вкладыши.
д) Проверьте поверхность каждой коренной шейки и вкладышей на наличие точечной коррозии и царапин. Если шейка или вкладыш повреждены, замените вкладыши. При необходимости перешлифуйте или замените коленчатый вал.
е) Уложите коленчатый вал в блок цилиндров.
ж) Положите пластиковый калибр для измерения зазоров в подшипниках скольжения на каждую коренную шейку.

и) Снимите крышки коренных подшипников.
к) Измерьте максимальную ширину сплющенной калибровочной проволоки, определив по ней величину радиального зазора.
Зазор коренного подшипника:
- номинальный — 0,016 - 0,036 мм
- максимальный — 0,070 мм
- номинальный — 0,004 - 0,028 мм
- максимальный — 0,060 мм

(Серия EJ) Если зазор больше максимального, подберите новые вкладыши коренного подшипника.
Если зазор намного больше номинального, измерьте диаметр коренных шеек коленчатого вала, диаметр постелей коренных подшипников в блоке цилиндров и толщину вкладышей (см. ниже).
Замените изношенные детали.
В случае необходимости прошлифуйте коленчатый вал до ремонтного размера и подберите новые вкладыши по формуле: Измеренный диаметр коренной шейки + толщина нового вкладыша х 2 = 0,016 - 0,036 мм
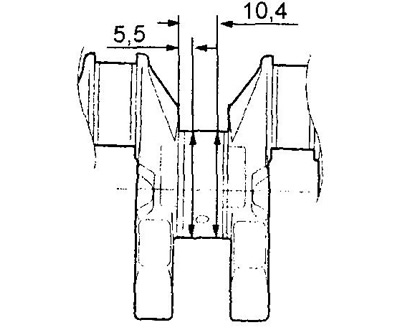
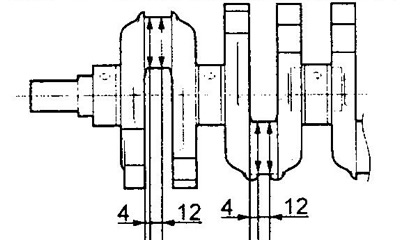
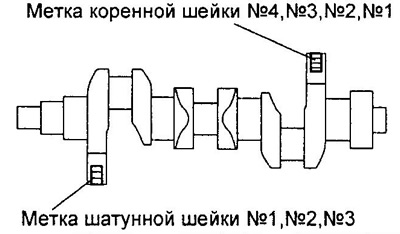
Метка коренной шейки коленчатого вала (серия КЗ).
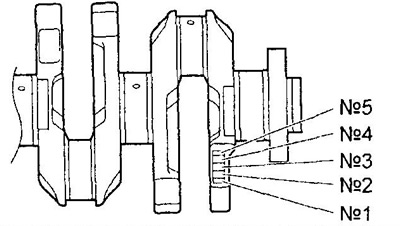
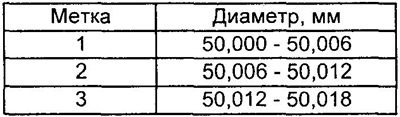
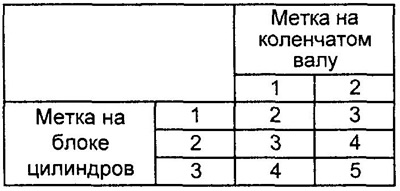
Пример: метка "3" на блоке цилиндров + метка "2" на коленчатом валу = сумма "5" (необходимый вкладыш - №5).
н) (Серия EJ) Подберите новые вкладыши коренных подшипников.
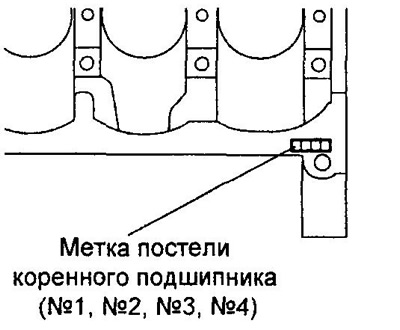
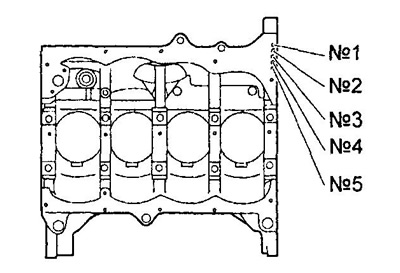
Метка постели коренного подшипника блока цилиндров (серия EJ).
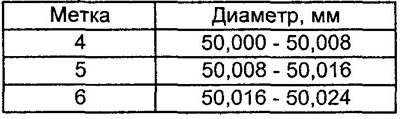
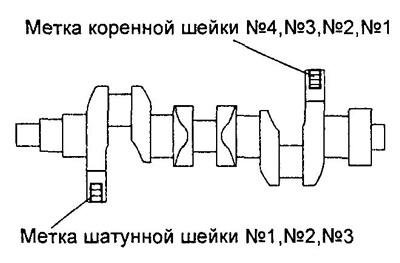
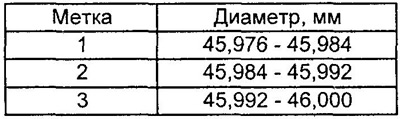
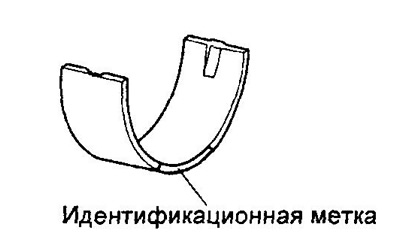
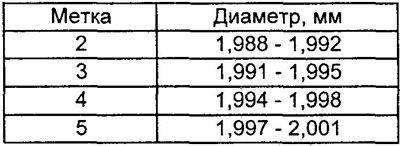
Таблица для определения размерной группы вкладыша подшипника коренной шейки (серия EJ).
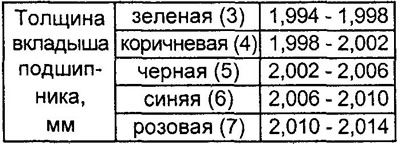
Пример: метка вкладыша коренного подшипника = (метка постели коренного подшипника блока цилиндров) - (метка коренной шейки коленчатого вала) + 2.
о) Снимите пластиковые калибры.
9. Снимите коленчатый вал.
а) Поднимите коленчатый вал.
б) Извлеките верхние вкладыши коренных подшипников и верхние упорные полукольца из блока цилиндров.
Примечание: уложите коренные подшипники и упорные полукольца в порядке установки.

Всех приветствую!
Продолжаем разборку и снятие ГБЦ, отдельное спасибо комрадам с Микроба, и Drive2 за подробное описание процедуры снятия ремня, поиска меток и всем подсказкам.
Снимать вал навесного оказывается не нужно, ну и начнем по порядку:
1. Выставляем метки на Колен валу — метки находятся в двух местах:
1.1. На шкиве и со стороны пассажира на пластиковом кожухе

1.2. На шестерне ГРМ колен вала, со стороны натяжителя ГРМ

2. Проверяем совпадение меток на:
ТНВД, метка на шкиве в виде отлива (трудно не заметить), метка на корпусе алюминиевом тоже отлита и так же не промахнутся

3. Метка ГРМ должна совпасть с верхней плоскостью ГБЦ, в аккурат между клапанной крышкой и ГБЦ

4. Тянем в верх натяжитель ремня и снимаем обводной ролик, потом снимаем ремень со шкива ГРМ.


Снял обводной и зафиксировал на всякий случай ремень канц. прещепкой, так же нанес маркером метки на ремень, пусть будут
5. Снимаем клапанную крышку.

Головкой под звезду на 14, в нужном порядке в два прохода, откручиваем ГБЦ.
Я ради интереса выставил динамо ключ на 28 Нм и когда начал отворачивать офигел. ключ не отщелкнул ни на одном из болтов, хотя 28 Нм — это ничтожно мало, я молчу про момент затяжки в первом проходе в 45 Нм, т.е. я ожидал любое значение не ниже 45, а в итоге получил меньше 28. да уж, ГБЦ не затянута была вообще и когда я её открутил она сама отошла от блока пока я устроил перекур о_О
А вот прокладку от блока оторвать пришлось с небольшим усилием


7. Осмотрев всю поверхность ГБЦ вот что нашлось:
7.1. Осталась надпись после шлифовки ГБЦ, сняли 0,08 мм, это говорит о том что плоскость ГБЦ была идеальна, допуск по не плоскости не более 0,20 мм

7.2 На трех камерах сгорания равномерный сажевый налет, а вот на первой почти на треть некое подобие налета из мазута, аналогично и на поршне, в этом же месте ((

7.3. Очистив от сажи осмотрел, трещин нет, но опять же только на первой камере есть раковинки, что говорит о попадании воды в цилиндр.

8. Разобрал ГБЦ (кроме форсунок, как ни старался не смог их открутить), и подготовил к поездке на диффектовку, опрессуют и посмотрим как быть дальше.

На этом пока все, всем спасибо за внимание, комментарии будут полезны ;)
Продолжение следует…
P.S. Забыл сказать, разслоил всю прокладку (4 листа) в поисках пробоя, ничего обнаружено визуально не было ((
Читайте также: