
Гранта поршни со смещением
Добавил пользователь Дмитрий К. Обновлено: 20.09.2024
Чтобы модернизировать вазовский моторDatsun mi-DO, нам понадобится заменить ключевые детали и необходимые прокладки.
Но обо всем по порядку.
Делу крышка
Мы оставляем прежнюю клапанную крышку, а сопутствующие прокладки, в том числе и две втулки, вставляющиеся в отверстия на крышке, понадобились новые. Обратите внимание, что при замене втулок герметик не требуется. Многие герметики со временем отслаиваются, попадают через масляные каналы в поддон, а оттуда — в маслозаборник, забивая систему. Поэтому мы рекомендуем по возможности не использовать герметик.
Всему голова
Переходим к головке блока цилиндров. Меняем все клапаны, оказавшиеся загнутыми, на новые. Для этого притираем их и проверяем на герметичность. Затем ставим маслосъемные колпачки, а после — сами клапаны. При снятии головки блока повреждаются все прокладки, и их также необходимо заменить.
Обратим внимание на распредвал. На его подшипниках есть участки, которые необходимо — без фанатизма! — смазать герметиком, чтобы масло не вытекало по торцевым поверхностям. Притянув головку, при установке толкателей нужно проверить зазоры в клапанах, так как все клапаны у нас новые, а шайбы старые. Последние при необходимости также придется заменить. На шайбах есть маркировка, при установке она должна оказаться внутри толкателя. Шайбы располагают так, чтобы они не протирались при контакте с кулачком распредвала.
Тонкости ШПГ
Переходим к самому интересному — к шатунно-поршневой группе. На нашем втыковом двигателе у поршней нет проточек под клапаны. Мы решили поменять поршни на новые, с проточками, причем вместе с шатунами, так как старые погнулись. Запчасти мы заказали у официального дилера Federal Mogul. В комплект на один цилиндр входят поршень, кольца, палец и собственно шатун вместе с болтами для крепления нижней крышки его головки. На днище поршней видны проточки, а также нанесены номер 11189, стрелка, указывающая направление установки поршня в блок цилиндров, и дата выпуска. Юбка имеет улучшенное покрытие из оксида железа, защищающее ее от повреждений.
Два компрессионных и одно маслосъемное кольца уже установлены, правильность их установки еще на линии сборки определяет автомат — он ориентируется по желтым меткам, нанесенным на каждое кольцо. Палец удерживается в поршне с помощью стопорных колец. К слову, такой палец можно поставить в любой другой поршень или шатун из данной серии.
Нижняя головка шатуна изготовлена по разрывной технологии, за счет чего место стыка практически не видно. Болты, которыми крепится нижняя крышка шатуна, затягиваются в два приема: сначала — с моментом 20 Нм, затем доворачиваются на 135°. Ориентироваться при сборке помогают выступы на нижней крышке и на теле шатуна. На нижней головке этой запчасти, с двух сторон, есть дублирующаяся в двух местах маркировка: указаны дата выпуска детали и ее номер в партии. Все номера должны совпадать.
По диаметру юбки поршни делятся на три класса. У нас были поршни класса В, поэтому и новые имеют тот же класс, о чем говорит соответствующая маркировка на деталях. Пометка есть и на блоке цилиндров — на привалочной поверхности, рядом с резьбовыми отверстиями, где крепится поддон двигателя.
При покупке запчастей также важно учесть класс шатуна по массе! Эта информация есть на крышке нижней его головки. Таких классов три, и они обозначаются точками — одной, двумя или тремя. В комплекте должны быть шатуны одного класса либо соседних, например первого и второго, но ни в коем случае не первого и третьего.
После установки поршневой группы и затяжки болтов крепления шатунов ставим алюминиевый поддон. Прокладка здесь не нужна — только герметик. Желательно использовать маслобензостойкий состав. Наносить следует совсем немного герметика, чтобы излишки не выдавило во внутреннюю полость.
Новые зубья
Переходим к приводу ремня ГРМ. Мы выбрали комплект Gates, в который входят помпа от Dolz с прокладкой, ремень и ролик с полуавтоматическим натяжителем. К слову, для натяжения используются разные приспособления. Мы подобрали серповидный захват, рассчитанный под ролик. Захват ставится на ролик, к головке последнего прикручивается болт, и ремень натягивается. Мы отдали предпочтение большому набору с помпой, чтобы подстраховаться: пробег у нашего автомобиля 68 тыс. км, и сколько еще проживет установленная на нем помпа, неизвестно.
Ремень привода вспомогательных агрегатов также было решено поменять — на старом появились отслоения. Мы купили ремень Gates 6PK995 и новый ролик INA вместо посвистывающего старого.
Цена вопроса
По итогам диагностики редакционного Датсуна мы назвали примерную стоимость новых запчастей — 50 000 рублей. Что получилось на деле? Прежде всего, цены на обновленную ШПГ (некоторые продавцы, кстати, не знают о ее существовании) колеблются в широком диапазоне. Мы купили полный комплект за 19 200 рублей (набор на каждый цилиндр за 4800). Комплект привода ремня ГРМ вместе с помпой обошелся в 4500 рублей. Всего на основные запчасти мы потратили 34 200 рублей. В эту сумму не вошла стоимость масла, антифриза и расходных материалов, потребовавшихся для сборки и очистки деталей перед окончательной сборкой двигателя.
Что касается стоимости работ, то и здесь разброс очень большой. В Московском регионе в зависимости от сервиса ремонт подобного вазовского двигателя обойдется в сумму от 15 000 до 40 000 рублей.
Всем приветы!
Есть мотор 21083 нуждающийся в капиталке, но просто откапиталить скучно, хочется немного поднять характеристики мотора. Дорогого тюнинга, вроде Н-образных шатунов или кованных поршней не нужно, ибо цена таких улучшений несоразмерна с конечными характеристиками мотора.
Наметил такой план:
1. Поставить коленвал с ходом 75,6мм, чтобы из мотора 1,5L сделать 1,6.
2. Облегченные шатуны 2110.
3. Как я понял, нужны поршни со смещением 2,3мм, в интернетах нашел только ТДМК, но может существуют более легкие поршни? СТК, Автрамат?
4. Также думаю маслофорсунки лишними не будут.
Если есть еще вариант, как дешево поднять характеристики такого мотора - поделитесь
Также важен ресурс, поэтому крайне желательно чтобы мотор был невтыковым.
maksim74
Модератор
BenZin
Абориген
maksim74
Модератор
самый бюджетный вариант оставить точто есть только ребильд сделать
1 - 1500см
2 -шатуны сток
3- поршни родные
4-маслофорсы ненадо
закидывай распредвал нуждин 10-93
штаны выпуск 4-2-1 любые дешевые +средняя часть на 51трубе+ глушитель сток
все ! если инжектор то катать онлайн
дешего и валит очень бодро
Profi
Абориген
Блок 21083,шатун аля-"приора" но только 131 мм,под 18 мм палец,гранта поршень. Бюджет сам подсчитай,потянешь или нет.Поверь,такое едет гораздо лучше,по сравнению со 1118 мотором.
dpc82
Старожил
dpc82
Старожил
Profi
Абориген
Конечно,что тут непонятного? Приоро-шатун,под приоро вкладыш,с 18мм пальцем,только длинна его 131 мм. Цену в нете сам посмотри.Собрал таких три движка,каждый день наблюдаю за ними.На своём моторе блок 11193 и колено 80,0. Объём 1710.
maksim74
Модератор
maksim74
Модератор
Profi
Абориген
Profi
Абориген
Каждый свою дорогу выбирает сам. Он спросил-я ответил.А уж решиться сам хозяин на такое или нет,ему решать.
dinar
Абориген
Всем приветы!
Есть мотор 21083 нуждающийся в капиталке, но просто откапиталить скучно, хочется немного поднять характеристики мотора. Дорогого тюнинга, вроде Н-образных шатунов или кованных поршней не нужно, ибо цена таких улучшений несоразмерна с конечными характеристиками мотора.
Наметил такой план:
1. Поставить коленвал с ходом 75,6мм, чтобы из мотора 1,5L сделать 1,6.
2. Облегченные шатуны 2110.
3. Как я понял, нужны поршни со смещением 2,3мм, в интернетах нашел только ТДМК, но может существуют более легкие поршни? СТК, Автрамат?
4. Также думаю маслофорсунки лишними не будут.
Если есть еще вариант, как дешево поднять характеристики такого мотора - поделитесь
Также важен ресурс, поэтому крайне желательно чтобы мотор был невтыковым.
для ресурса маслофорсы маслорадик и длинные поршни . для спорта это всё лишние потери . а из дешёвого - цековки сделай поглубже валик положи форсы поменяй ну или карб распили .. и правильно настрой ))) главное чтоб сцепление 8 выдержало
Я бы сделал на приоро/гранто поршневой, так как все остальные варианты низ близки к стоку.
А в наше время ничего не мешает взять самый дешёвый поршень от Приоры 82.5 мм и нарезать спокойно в нём цековки под 8кл ГБЦ глубиной миллиметра 2.
Местный
AntonAtmo
Местный
Автор соори=)))
Есть вопросы при установки на 16кл гбц: если установить в низкий блок-> 71x133.32x82.5 стк без в тык будет ли гнуть клапана на пилинной гбц с облегченными клапанами на сток валах? и еще-> при установки 75.6х121х82.4 поршни тдмк смещение 2.3 будет ли гнуть клапана на той же пилинной гбц на сток валах? просто слышал что у тдмк вытеснитель 4.6мм, а что бы не гнуло надо 5.5мм. Особо не хочется при нынешних ремнях грм говенных нарваться на переборку гбц. Спасибо за ответ!
maksim74
Модератор
Автор соори=)))
Есть вопросы при установки на 16кл гбц: если установить в низкий блок-> 71x133.32x82.5 стк без в тык будет ли гнуть клапана на пилинной гбц с облегченными клапанами на сток валах? и еще-> при установки 75.6х121х82.4 поршни тдмк смещение 2.3 будет ли гнуть клапана на той же пилинной гбц на сток валах? просто слышал что у тдмк вытеснитель 4.6мм, а что бы не гнуло надо 5.5мм. Особо не хочется при нынешних ремнях грм говенных нарваться на переборку гбц. Спасибо за ответ!
AntonAtmo
Местный
lexa008
Завсегдатай
AntonAtmo
Местный
Пишу не я это с другого сайта:
Недавно сравнил новые поршни ТДМК 21124 со смещением пальца -2.3 мм с родным поршнем 2112. Мне показалось, что проточки там один-в-один!
Замерил штангенциркулем… Не, ну разница все же есть… в 0.8 мм. В родных 2112х глубина цековки в самой глубокой точке (со стороны впуска) относительно плоскости днища (без вытеснителя) равна 3.8 мм, а на 21124 ТДМКшных — 4.6 мм. Я не уверен, но по-моему маловато будет!
Мне вообще сначала показалось, что это простые 21124 поршни со спиленным на 2.3 мм днищем, ан нет. Палец смещен вверх где-то на 1 мм к кольцам, а на внутренней стороне поршня отлито "ТДМК"
Чтоб не гнуло цековки над не менее 5,53 мм.
У ТДМК цековки 4,60мм.
Хотя продаваны на META-S сказали что гнуть не будет.
агга, щаазз) По расчетом на приоропрокладке выпуск и впуск гнет за здрасти, на прокладке 2112 выпуск 100 процентов, впуск как повезет, но тоже подогнет ИМХО.
Ну смотри- математика. 124 поршни гнут клапана. Обоснование:
сток ход клапана 7,6 мм. Толщина прокладки 1,4(max)мм, глубина цековки 5,59(max)мм. 5,53+1,4=6,99мм. Грубо допустим даже 7,0 мм. Ну 0,6 может и вывезет гидрик, а модет и не повезет. Так что надеяться что 0,6 мм не сыграют злую шутку глупо. тем более на высоких оборотах, где присутствует инерция и детали могут иметь доп. растяжение до 0,8 мм
С нивой не сталкивался- не мерил.
ход КВ — 75.6
диаметр поршня — 82.4
смещение пальца — -2.3мм
Компрессионная высота 36.03
Глубина камеры сгорания — 0.8
Объем камеры сгорания — 4.6
ну и плюс объемы в ГБЦ и прокладке…
Ну как то так написано. (Новые поршни это тдмк)
Головкой Е-8 отворачиваем шесть винтов крепления держателя заднего сальника коленчатого вала.
Поддев шлицевой отверткой держатель за приливы, выполненные на его корпусе…
Вынимаем вкладыши шатунных подшипников из крышек и нижних головок шатунов.
Если детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы при последующей сборке они были установлены на свои места.
Для снятия поршневых колец слегка зажимаем стержень шатуна в тиски с накладками губок из мягкого металла.

Не прилагая большого усилия, разжимаем замок верхнего компрессионного кольца…

…и вынимаем его из кольцевой канавки поршня.
Аналогично снимаем нижнее компрессионное кольцо.
Разжав замок маслосъемного кольца…
…снимаем кольцо и его расширитель.
Для разборки поршня с шатуном…

…поддеваем тонкой шлицевой отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки бобышки поршня.
Таким же образом вынимаем стопорное кольцо поршневого пальца с другой стороны поршня.

Оправкой выталкиваем поршневой палец…

…снимаем поршень с верхней головки шатуна…

…и вынимаем палец.
Аналогичные операции проводим с другими поршнями и шатунами.


Снимаем крышку коренного подшипника.

Вынимаем из крышки нижний вкладыш коренного подшипника коленчатого вала.
Таким же образом снимаем еще четыре крышки коренных подшипников коленчатого вала.

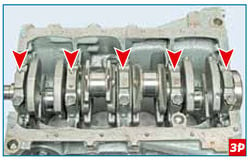
Вынимаем коленчатый вал из постелей блока цилиндров.

Вынимаем два упорных полукольца коленчатого вала из проточек опоры третьего коренного подшипника.

Вынимаем из опор блока цилиндров верхние вкладыши коренных подшипников коленчатого вала.
После разборки двигателя тщательно промываем и очищаем от нагара детали цилиндропоршневой группы для проверки их технического состояния.
Осматриваем блок цилиндров.
Трещины в любом месте блока цилиндров недопустимы. На зеркале цилиндров не должно быть глубоких рисок, задиров и прижогов, допускается лишь наличие небольших натиров, не ощущаемых пальцем руки.
Для определения износа цилиндра…
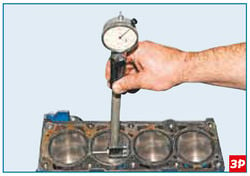
…нутромером измеряем диаметр цилиндра.
Диаметр каждого цилиндра измеряем в четырех поясах – на разных расстояниях от верхней плоскости блока цилиндров и в двух направлениях (параллельном и перпендикулярном оси коленчатого вала). Замеры в трех поясах проводим на расстояниях от верхней плоскости блока цилиндров, приблизительно соответствующих положениям компрессионных и маслосъемному колец при нахождении поршня в ВМТ. Замеры в четвертом поясе выполняем в направлении, параллельном оси коленчатого вала, на расстоянии (от верхней плоскости блока цилиндров), соответствующему положению оси поршневого пальца при нахождении поршня в НМТ.
Цилиндр в зоне четвертого пояса (в направлении, параллельном оси коленчатого вала) не изнашивается. Поэтому по разности замеров в четвертом и остальных поясах можно определить износ цилиндров.
Оцениваем состояние поршней. На поршнях не допускается наличие трещин, прогаров, задиров и сколов. Для определения износа юбки поршня микрометром измеряем ее максимальный диаметр в плоскости, перпендикулярной оси поршневого пальца. Сравнивая замеры диаметров цилиндров и юбок поршней, установленных в этих цилиндрах, определяем зазор между поршнем и цилиндром, который не должен превышать 0,15 мм. Если зазор превышает 0,15 мм, необходимо на СТО расточить и отхонинговать цилиндры под ремонтные поршни увеличенного размера. При этом поршневые кольца необходимо будет заменить новыми, ремонтного размера.
После механической обработки цилиндров промываем керосином и продуваем сжатым воздухом каналы масляных магистралей в блоке цилиндров…

…и форсунки охлаждения поршней.
Осматриваем коленчатый вал. Трещины в любом месте вала недопустимы. На коренных и шатунных шейках вала, а также на поверхностях, сопрягаемых с рабочими кромками сальников, не допускаются задиры, царапины, забоины и риски.
Для оценки износа вала…

…микрометром измеряем диаметры всех коренных…
…и шатунных шеек коленчатого вала в двух диаметрально противоположных плоскостях.
Если износ или овальность шеек коленчатого вала больше 0,03 мм, а также если на шейках есть задиры или риски, то шейки необходимо шлифовать на СТО до ближайшего ремонтного размера.
После шлифования шеек коленчатого вала необходимо…

…удалить заглушки масляных каналов…
…тщательно промыть и продуть сжатым воздухом каналы для удаления остатков абразива. Удаление и установку новых заглушек проводим на СТО.
Перед сборкой двигателя очищаем от старых прокладок, герметика и масла привалочные поверхности блока цилиндров под головку блока, поддон картера, масляный насос, насос охлаждающей жидкости и его трубу, держатель заднего сальника коленчатого вала.
Собираем двигатель в обратной последовательности.
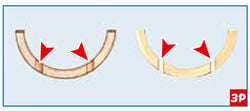
Устанавливаем новые вкладыши коренных подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек вала). Вкладыши с проточкой на рабочей поверхности устанавливаем в опоры блока цилиндров, а без проточки – в крышки коренных подшипников. Наносим на рабочую поверхность вкладышей моторное масло и укладываем в постели блока цилиндров коленчатый вал.

Вставляем в проточки опоры третьего коренного подшипника упорные полукольца, смазанные моторным маслом.
Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет крышек ведется со стороны привода ремня ГРМ).
При установке ориентируем крышки так…
…метками (в виде выступов) в направлении стрелки на днище поршня.
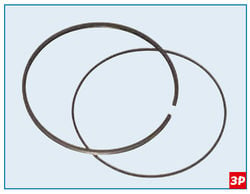
Перед установкой поршневых колец на поршень необходимо проверить тепловые зазоры в замках колец.
Для этого вставляем поршневое кольцо в тот цилиндр, в который оно будет установлено при сборке двигателя и выравниваем кольцо в цилиндре днищем поршня.

Набором плоских щупов проверяем зазор в замке поршневого кольца.
Зазор должен быть равен 0,25–0,45 мм. Предельно допустимый при износе тепловой зазор в замке поршневого кольца – 1 мм.
Смазываем моторным маслом кольцевые канавки поршней под поршневые кольца. Устанавливаем на поршни кольца в последовательности, обратной снятию.


Такая же метка нанесена на торцевой поверхности маслосъемного кольца.
Эти кольца необходимо устанавливать на поршень меткой вверх.
При установке маслосъемного кольца стык расширителя располагаем со стороны, противоположной замку кольца.
После установки поршневых колец располагаем их в канавках поршня следующим образом:
– замок верхнего компрессионного кольца ориентируем под углом около 45° к оси поршневого пальца;
– замок нижнего компрессионного кольца – под углом 180° к оси замка верхнего кольца;
– замок маслосъемного кольца – под углом 90° к оси замка верхнего компрессионного кольца.
Устанавливаем новые вкладыши (номинального или ремонтного размеров) шатунных подшипников коленчатого вала в шатун и его крышку так, чтобы…
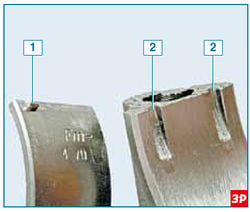
…замок вкладыша 1 вошел в один из двух пазов 2 в шатуне или его крышке.
Перед установкой в двигатель деталей шатунно-поршневой группы наносим на зеркало цилиндров, поршни с кольцами и вкладыши шатунных подшипников коленчатого вала тонкий слой моторного масла.
Перед установкой поршня с шатуном в цилиндр необходимо сжать поршневые кольца, чтобы они не уперлись в привалочную поверхность блока цилиндров, а вошли в цилиндр. Для этого применяем специальное приспособление – регулируемую оправку.

Надеваем на поршень оправку…
…и стягивая оправку, сжимаем поршневые кольца.
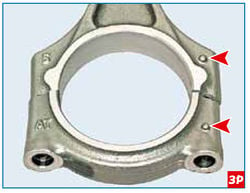
Устанавливаем поршень с шатуном в цилиндр (ориентируя поршень стрелкой на его днище в сторону привода ГРМ). При этом шатунная шейка коленчатого вала данного цилиндра должна находиться в положение НМТ.

Упираясь рукояткой молотка в днище поршня, проталкиваем поршень в цилиндр.
Сняв оправку, досылаем рукояткой молотка поршень в цилиндр до упора, контролируя посадку вкладыша нижней головки шатуна на шейку коленчатого вала.
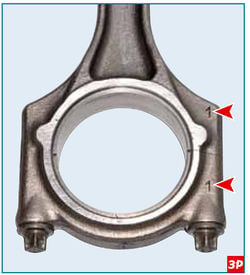
При установке крышки шатуна номера на шатуне и крышке должны совпадать и располагаться с одной стороны шатуна.
Затягиваем винты крепления крышек шатунов моментом 20 Н·м и доворачиваем на 135°. Дальнейшую сборку двигателя проводим в последовательности обратной разборке.
Если Вы обнаружили ошибку или хотите дополнить статью, выделите ту часть текста статьи, которая нуждается в редакции, и нажмите Ctrl+Enter. Далее следуйте простой инструкции.

Компания "СТИ" разработала и запустила в производство новую серию поршней для двигателя ВАЗ 21116 "Гранта". При установке поршня в серийный двигатель, в случае обрыва ремня ГРМ, касания клапанов и поршня не происходит.
Поршни 116.07:
- d-82,0 мм, 8V
- пальцы 18 мм/53 мм
- компрессионная высота 25,6 мм, лунка
- кольца 1,2 мм/1,5 мм/2,0 мм
- объём, + лунка, - вытеснитель 12,0 см3
- ход клапанов в ВМТ 9,6 мм/9,6 мм
- диаметр клапанов 37 мм/37 мм
- расчётная степень сжатия 9,5
- антифрикционное покрытие "Molykote"
Комплектация: 4 поршня.
Эта высокоинтеллектуальная продукция, в которую вложен наш многолетний опыт проектирования, доводки и изготовления компонентов двигателей. Материал и качество заготовки поршня обеспечивается нашими давними партнёрами, специалистами по штамповке уже не в первом поколении, также обладающими большим опытом и знаниями в своей области. Качество и точность определяются высокотехнологичным оборудованием наших производителей.
"СТИ" г. Тольятти
Разработка, производство, модернизация и доводка автомобильных двигателей и их компонентов.
Мы убеждены, что процесс познания бесконечен, и мы не можем и не хотим утверждать, что "знаем о моторах всё".
Наш девиз: "Постоянный поиск и движение вперёд!"
Коллектив "СТИ" - это:
- команда высококвалифицированных инженеров, обладающих более чем 30-летним опытом в области проектирования, доводки и изготовления двигателей;
- только оригинальные технические решения, тчательная конструкторская и технологическая проработка, активное участие в адаптации и доводке наших изделий, разработка и использование лучших технологий при изготовлении;
- надёжный партнёр в области разработки и инжиниринга при создании и модифицировании двигателей.
Читайте также: