
Доработка гбц ваз 2109
Добавил пользователь Дмитрий К. Обновлено: 20.09.2024

Материал написан для новичков, опытные автолюбители не найдут ничего нового, а некоторые моменты могут вызвать удивление у них т.к. на момент доработки ГБЦ опыта у меня не было =) Статья написано для тех, кто хочет добавить немного динамики своему автомобилю, естественно содержит ошибки, которые постараюсь указать. Это не руководство к действию
Удачным средством поднятия мощности на высоких оборотах является доработка головки, которую несет блок цилиндров. Прежде всего требуется доработка впускных и выпускных каналов ГБЦ. Это необходимо для улучшения наполнения цилиндров за счет снижения потерь в каналах ГБЦ. Любые местные нестыковки и шероховатости ведут к торможению потока, собственно к ухудшению наполнения и потере мощности.
1)Снятие, разборка и дефектовка
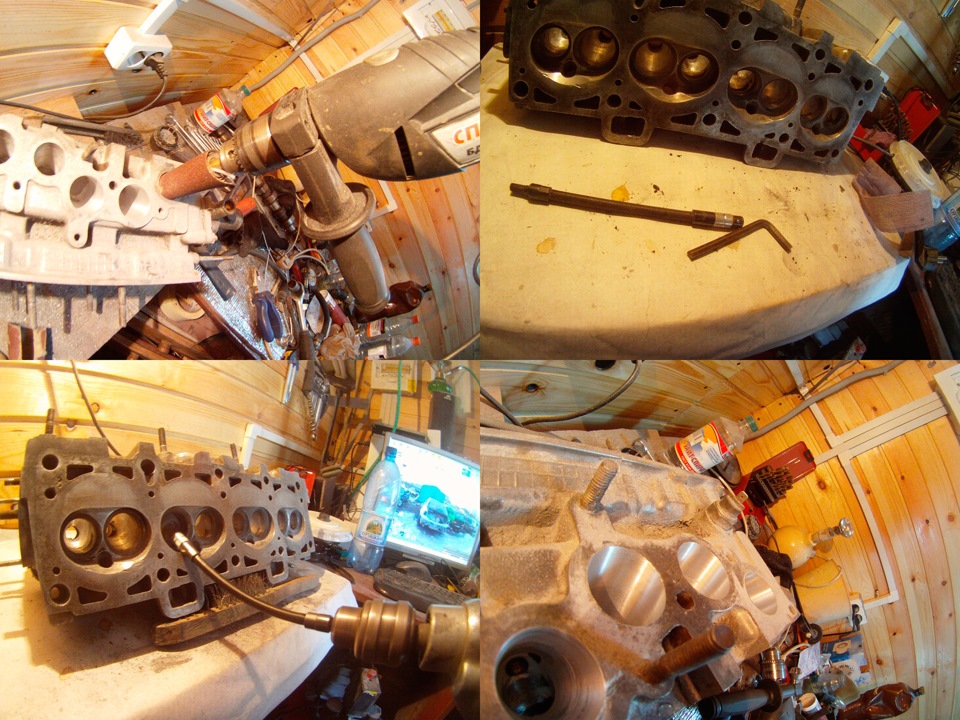
Нам потребуется мурзилка, рассухариватель 2108, инструмент для забивания направляющих, химия для чистки
Разбираем все по мурзилке, чистим, подписываем что и откуда. Разбирается всё просто, но осторожность не помешает при работе с пружинками, любят они стрелять — пострадавшие все как один говорят что не смогли среагировать, да ещё и выстреливают они вверх, а сверху обычно лицо находится удивленное, я с ней работал с особой опасностью. Ещё выбил направляющие – клапана просто болтались в них поэтому решил менять.

2) Закупка запчастей после дефектовки:
— направляющие
— маслосъёмные колпачки
— фрезы маленькие
-шарошки (сделал сам)
-наждачная бумага Р80-120-180-240-320 и Р600
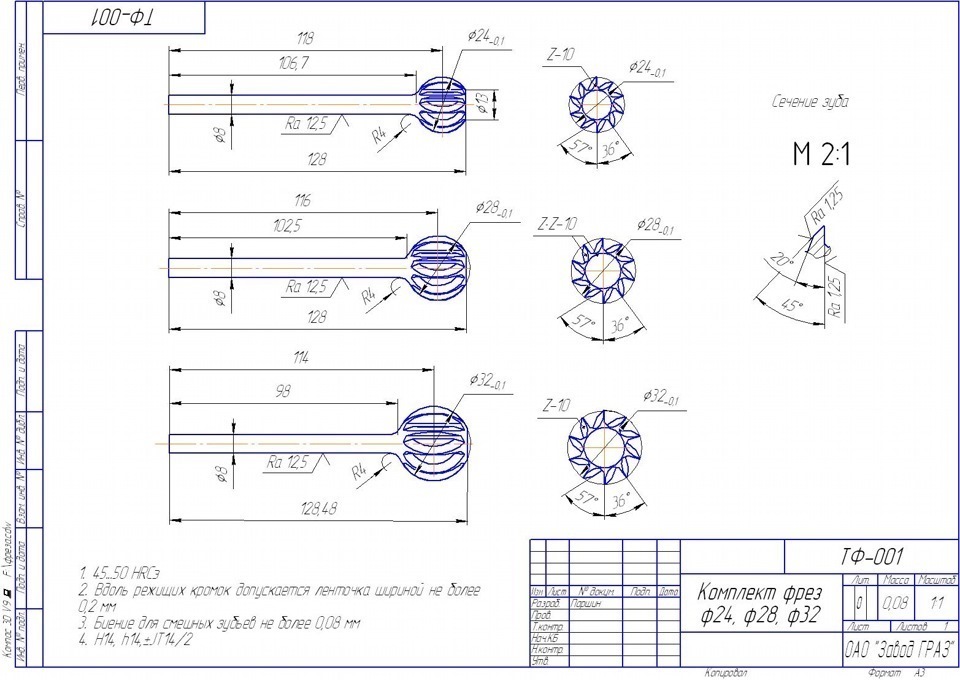
3) Шарошки 28,30,32 мм своими руками – из-за ограниченного бюджета
Если есть возможность — купите хорошие фрезы, если денег мало, а желания расточить ГБЦ много читаем …
Потребуются:
-верх.шаровая 2107(33мм) — 1шт
-нижн.шаровая 2107(30мм) — 2шт
-болт и гайка( соединительная)
Освобождил заготовки для фрез, заварил болт.
Начинаем вырезать зубья стараясь поддерживаться этому рисунку)
Обтачиваем до размера 28, 30 и 32 мм, измеряя штангенциркулем в процессе обточки)

Минусы: низкое качество, небольшой ресурс, неудобства при работе
Плюс: экономия
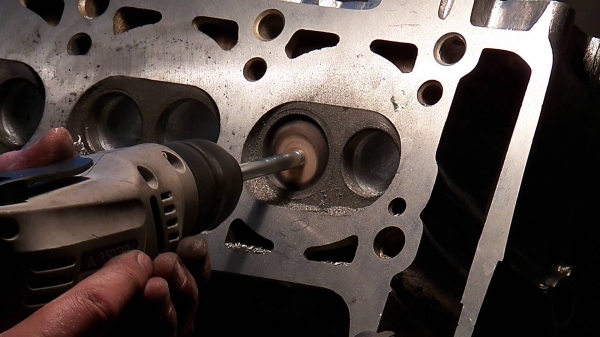
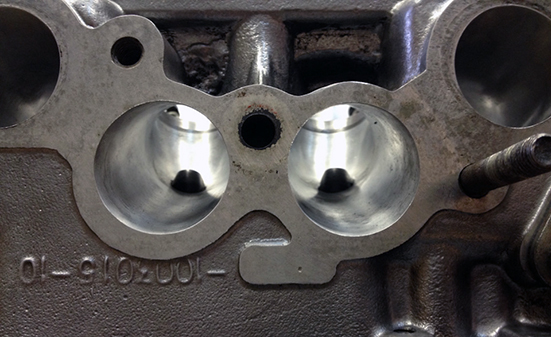
4) Расточка ГБЦ каналы впуск 33 мм, выпуск 30 мм
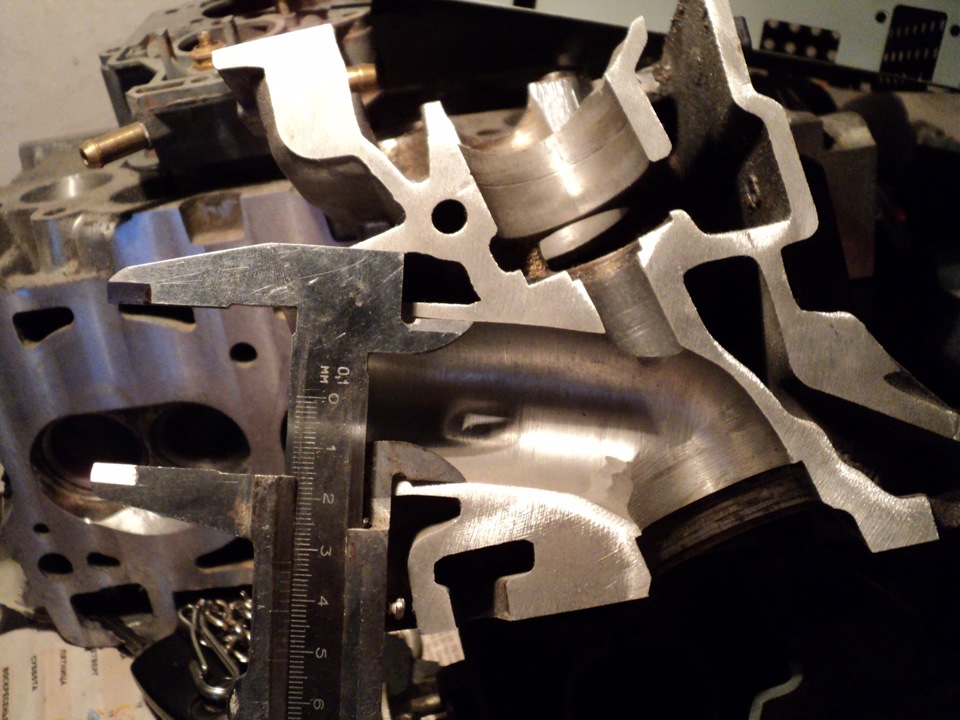
Наплывы лучше снимать маленькими бор-фрезами (комплект около 80руб), но их длины не хватает немного и приходит на помощь вот такое 3-минутное изобретение, фрезой не назову, но пилит. Проходя канал 28 мм фрезой очень чувствуются косяки при производстве. Прошёл первый вечер, расточены впуск/выпуск в 30 мм.
Проваливается выпускной клапан как показатель 30 мм, растачиваем в 33 мм)
Ничего сложного в расточке ГБЦ нет, если не выходить за рамки 32/29, дальше есть риск провалиться в рубашку охлаждения, маслоканал втулить обязательно, каналы шлифовать после фрезы, полировать впускные каналы нельзя, выпускные можно, но эффекта полировки немного.
5) Втулим маслоканал
Добрый человек нарисовал чертеж втулки.
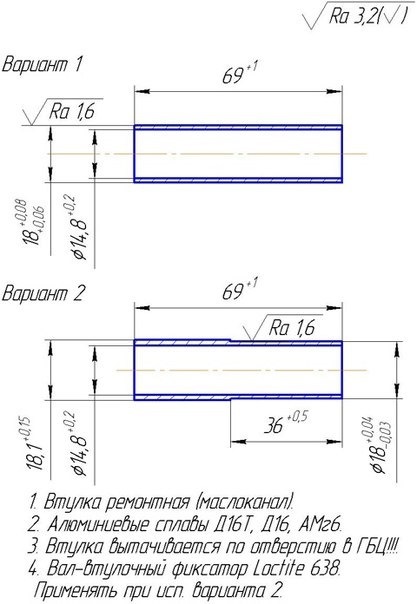
Втулочку вытачиваем только после обработки отверстия в ГБЦ, иначе, вполне можно пролететь с размерами.
Наружный диаметр ~18мм, внутренний ~15мм.
6) Расточка впускного коллектора в 33мм
После расточки впускных каналов ГБЦ в 33мм нужно расточить коллектор в эти же 33мм, всё вроде просто, но на деле ГБЦ точится гораздо проще)))
Особняком нервов и злости стала перегородка между каналами — фрезой трудно проходить из-за перегородки, наждачной бумагой тоже, приходилось классически — через резиновый шланг, ветоши и нождачной бумагой, предварительно убрав эту перегородку мелкими фрезами)

7) Шлифовка ГБЦ
Использовал гибкий шланг и шестигранник, в котором срезал поворот и сделал вырез, куда крепил наждачку)
Шлифовка Р80-120-180-240-320-600
8)Стыковка вып.коллектора
Доработка необходимая, даже без расточки каналов
Использовал пластилин, прижимая коллектор видно нестыковку, которую и надо убрать. Штифты чтобы коллектор не гулял.

Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
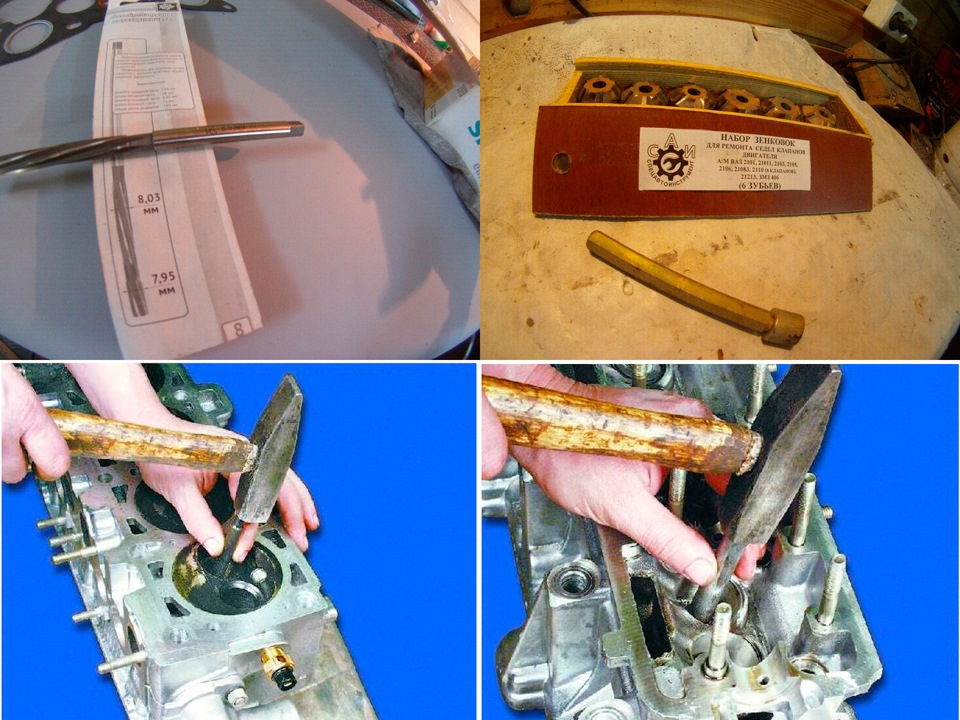
9) Замена направляющих
С направляющими интересная ситуация — купил когда-то комплект SM, а они оказались без колец и отдельно они не продаются( Пришлось покупать ещё комплект уже проверяя наличие колец)
На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
Выбиваются просто, забиваются несложно — главное равномерно нагреть ГБЦ, а сами направляющие охладить)
Клапана не заходят и это хорошо, надо развернуть
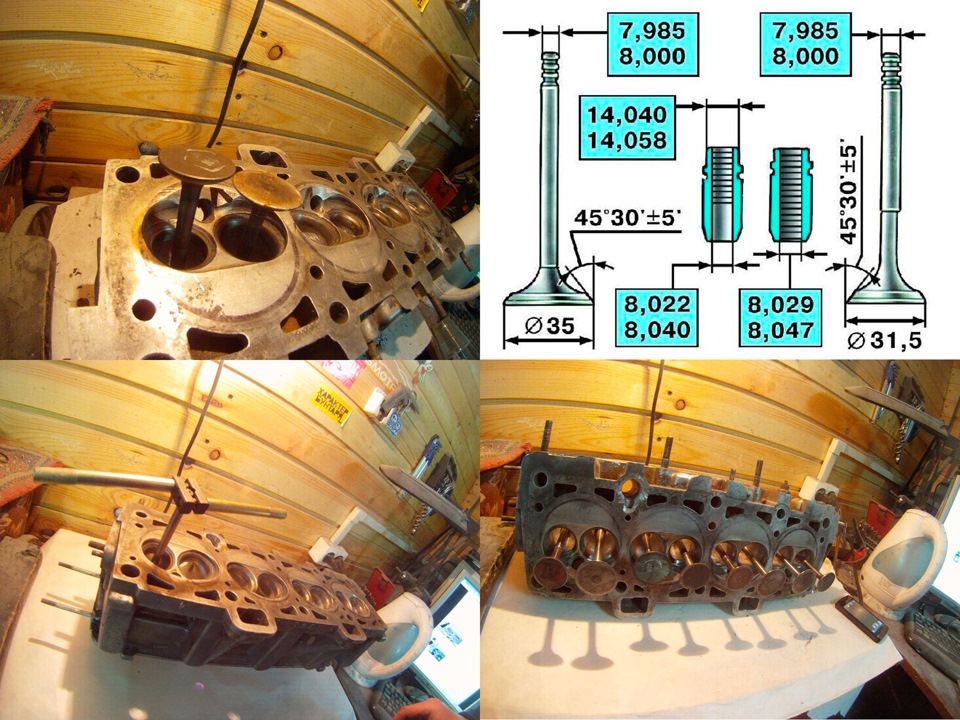
10) Зенковка седел
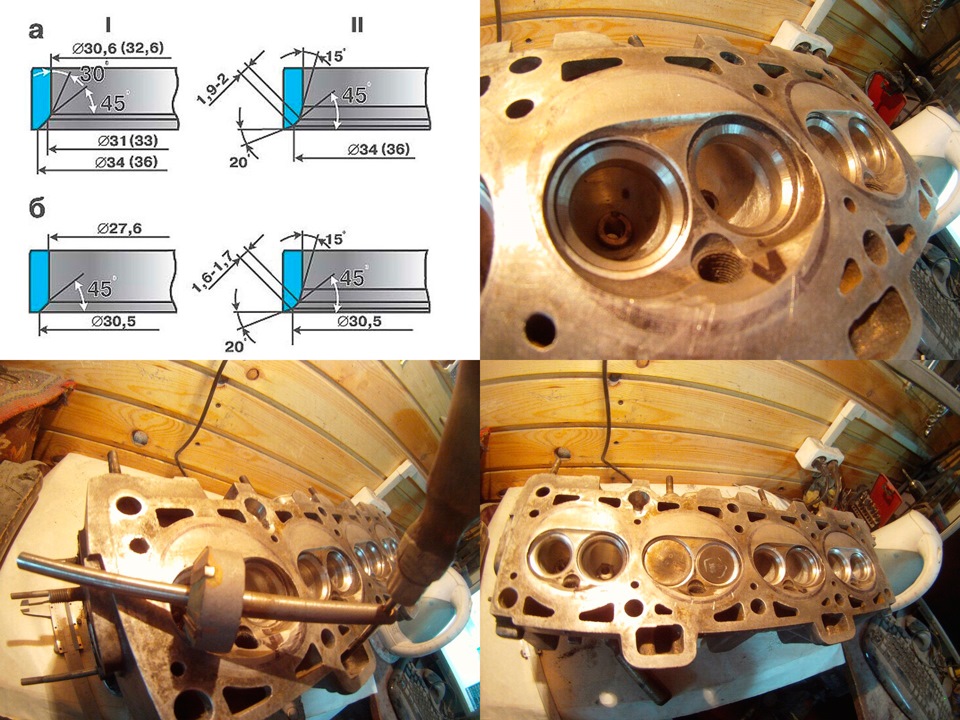
а – седло впускного клапана б – седло выпускного клапана I – новое седло II – седло после ремонта
Сначала проходил под 45гр, потом 20гр и 15гр. хотя можно и наоборот. Качество зенковок не радует.
Итог, фаски 20 и 15 градусов почти не видно, но они есть)
11) Притирка клапанов
Притирку клапанов делал впервые, жутко утомительное занятие…

Проверка (взято из мурзилки): Для проверки герметичности клапана установите его в головку с пружинами и сухарями.
Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном.
Если в течение трех минут керосин не просочится в камеру сгорания – клапан
герметичен.
12) Доработка КС
Седла клапанов после прирезки получились просажены на 2 мм. В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фазе выпуска. Наличие неровностей и острых углов очень сильно сказывается на "продувке цилиндров", очень важной фазе работы двигателя, к примеру на известный распредвал Нуждин 10,93 широкофазный и КПД сильно зависит от "продувки" =)

Использовал точильние камни и нождачную бумагу. Чтобы не испортить случайно кромки седел вставляем ненужные клапаны. Сглаживаем и выводим форму КС.
Ставим ГБЦ ровно на столе, для этого пригодится строительный уровень, закручиваем свечи, вставляем клапана и заливаем маслом
Чтобы не возиться с формулами использовал удобный сервис для расчета степени сжатия — это не реклама)))
После фрезеровки плоскости расчетная степень сжатия 10,5
13) Фрезеровка ГБЦ
Фрезеровал на 2мм. Сделали качественно)
После фрезеровки остается много масла и стружки, прикупил химию для чистки

Напшикал, подождал, прочистил, продул с помощью компрессора и так до логического завершения)
14) Расточка карбюратора 24*26
Расточка карбюратора экспериментальная, дело в том что диффузоры имеют форму конуса и аккуратно повторить форму после расточки очень сложно, просто увеличив отверстие карб не будет работать должным образом =)
При правильном подходе солекс 21083 просто заменяется, к примеру 21073 или растачивается на координатно-расточном станке. Этот карб точил сам гибким шлангом с нождачной бумагой, если ехать не будет то заменю его карбом с большими размера диффузоров)))
Растачивал 80, после шлифовал постепенно до Р1000. Промывал и продувал компрессором. Плоскость была неровной — выровнил)

15) Распредвал Нуждин 10,93 282гр.
Хороший человек предложил 10,93 вместе с шестерней, валик бегал немного, долго сравнивал, прикидывал, читал отзывы и решил купить 10,93, хорошие результаты должен показать с расточенной ГБЦ)))

Данные с оф.сайта (Нуждин 10,93) :
Подъем клапана (мм) 10.93
Ширина фазы (градусы ПКВ) 282
Базовый диаметр 37,5 мм
Рекомендуемые установочные фазы — впуск открытие 34 градуса до ВМТ, закрытие 68 градусов после НМТ, выпуск открытие 65 градусов до НМТ, закрытие 32 градуса после ВМТ.
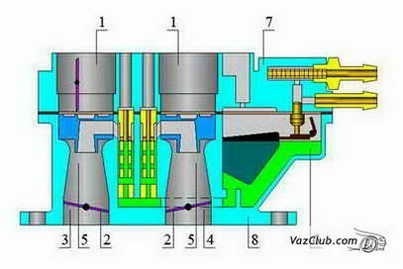
Конструкция любого двигателя внутреннего сгорания, включая моторы ВАЗ 2109 на 8 клапанов, предусматривают наличие следующих компонентов:
- Камера сгорания;
- Клапанный механизм;
- Отлитые магистрали;
- Выпускные коллекторы;
- Впускные коллекторы.
Если выполнить расточку и откорректировать текущее состояние коллектора и каналов ГБЦ, можно повысить коэффициент наполнения цилиндров, что ведет к повышению отдачи, мощности двигателя. Не редко доработку выполняют как завершающий этап по увеличению объема ДВС.

Объект доработки
Цели доработки
Доработка ГБЦ выполняется для достижения следующих целей:
- Немного увеличить диаметр;
- Удалить дефектные литьевые участки;
- Откорректировать радиусы скругления;
- Отполировать каналы.
Геометрия коллекторов вместе с магистралями ГБЦ в процессе доработки изменяется. При неправильно выполненной работе можно не просто не добиться желаемого повышения мощности, но также потерять эффективность работы мотора, привести к его быстрому износу, поломкам.

Инструменты
Чтобы выполнить процедуру расточки каналов ГБЦ, вам потребуется:
- Шаровой фрез, соответствующий нужному диаметру расточки (29, 31, 32 миллиметра);
- Наждачная бумага;
- Шарошки;
- Дрель;
- Штангенциркуль;
- Шланг меньшего диаметра по сравнению с расточенным каналом.
Расточка коллекторов
Чтобы доработать коллекторы, необходимо выполнить два основных этапа работы.
Этап
Цель
Получить необходимый диаметр каналов в результате выполнения фрезерной обработки коллекторов
Отполировать тракт при помощи специальных инструментов и приспособлений. Для этого необходимо на шланге закрепить наждачную бумагу средней зернистости, а шланг насадить на дрель. За счет вращений насадки внутри расточенного канала достигается необходимый эффект
При выполнении данной операции самым главным является сохранение штатного расположения оси каналов и формы сечения проточной части.

Работа инструментом
Дорабатывая коллекторы, соблюдайте несколько важных правил.
- Перед началом расточки коллектора ГБЦ обязательно точно определите расположение коллекторов относительно головки блока цилиндров. Для этого нужно установить пару штифтов.
- Диаметр отверстия впускного трубопровода можно делать меньше на 1-1,5 миллиметра, чем диаметр ответных окон в головке. Во многом из-за этого многие владельцы ВАЗ 2109 отказываются от расточки коллекторов.
- Отверстия выпускного коллектора по диаметру могут быть равными или больше, чем диаметр ответных трактов ГБЦ на 1-1,5 миллиметра.
Расточка выпускных и впускных каналов ГБЦ
Прежде чем приступить к созданию новой геометрии впускных и выпускных каналов, запомните, что по результатам расточки она обязательно должна оказаться соосной с коллекторами, которые вы уже обработали.
Чтобы соблюсти данное условие, необходимо состыковать трубопровод с ГБЦ и по полученным следам задать необходимую геометрию путем расточки. Для получения четкой метки используйте солидол или пластилин, которым обрабатывается торец ГБЦ.
Расточка каналов ГБЦ должна быть направлена на получение следующих диаметров.
Канал
Диаметр канала
Впускной канал ГБЦ
Выпускной канал ГБЦ
Тракт в головке блока обрабатывается с соблюдением следующей последовательности:
- Растачивается фрезером со стороны коллектора до втулки под клапан;
- Расточка ведется со стороны камеры сгорания. Убедитесь, что седла для новых клапанов установлены;
- Расточка геометрии при помощи шарошек различной конфигурации;
- Шлифовка каналов.
Обработка поверхностей
Важные нюансы
Прежде чем приступить к работе по обработке впускных и выпускных каналов ГБЦ, обратите внимание на несколько важных рекомендаций специалистов:
- Дополнительно обрабатывать, доводить до совершенства внутренние поверхности впускных каналов не обязательно при помощи наждачки. Получаемые в результате фрезеровки дефекты на поверхности будут способствовать скапливанию капель бензина и его испарению;
- Обрабатывая впускной канал четвертого цилиндра, вы обязательно вскроете канал масляной системы. В него потребуется установить выточенную в соответствии с размерами втулку;
- Дорабатывая каналы, пристальное внимание обратите на соблюдение диаметров. Выполнив отверстия больше положенных размеров, вы рискуете вскрыть рубашку охлаждения, которая проходит рядом. Если это сделать, ваша ГБЦ окажется непригодной для дальнейшего использования.
Установить втулку в четвертном впускном канале нужно обязательно. В противном случае вы оставите один на один тонкую алюминиевую стенку с давлением масла при работающем двигателе. Прорыв такой стенки окажется неизбежен.
Завершающий этап
На завершающем этапе доработки ГБЦ вам потребуется установить на торец головки блока новую прокладку и доработать ее в соответствии с расточкой.
При расточке каналов головки блока цилиндров на автомобилях ВАЗ 2109 с 8 клапанным двигателем необходимо заменить все клапана на аналогичные элементы, только большего размера с обязательным сохранением соотношения — диаметр впускного канала должен составлять 0,75 от диаметра выпускного канала. В основном используют пару на 39 и 34 миллиметра, хотя можно задействовать 34 и 41 мм.
Обязательно выполните доработку фасок и седел клапанов.
Доработка головки блока — это достаточно сложный, трудоемкий процесс, который потребует повышенной концентрации и осторожности в ваших действиях. В связи с этим рекомендуем обращаться к профессионалам, либо выполнять такую работу своими руками, получив предварительно необходимые знания.
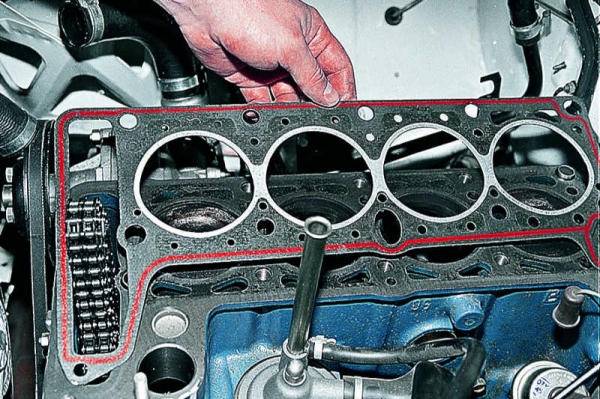
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.
Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.
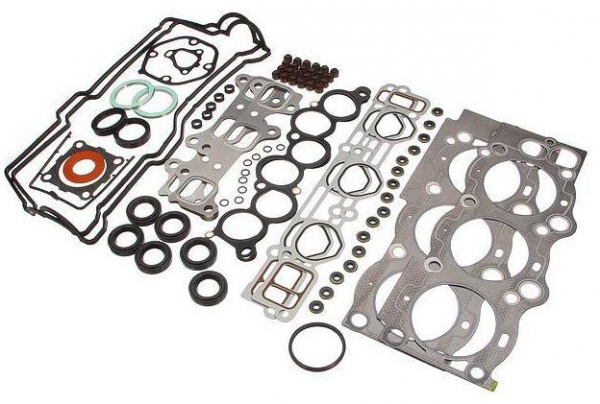
Уплотнители ГБЦ
Замена
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
- Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.
- Снимите термостат, только не забудьте перед этим слить ОЖ.
- Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
- Отключите приемную трубу глушителя от выпускного коллектора.
- Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
- Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.
- Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
- Аналогичным образом отключите центральный высоковольтник.
- Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
- Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
- Отключите питающую проводку от электромагнитного клапана.
- Снимите шланг вакуумного усилителя с патрубка впускной трубы.
- Отключите трубку от вакуумного корректора зажигания.
- Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
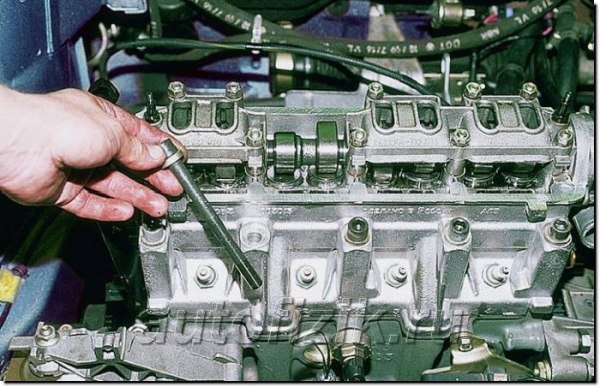
- Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
- Немного раскачайте головку рывками, после чего снимите элемент.
- Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
- Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров. В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Схема затяжки
Помимо соблюдения необходимых моментов затяжения крепежных болтов ГБЦ, здесь требуется соблюдать еще одно правило.
Возвращение болтов на места выполняется строго согласно схеме, приведенной ниже.
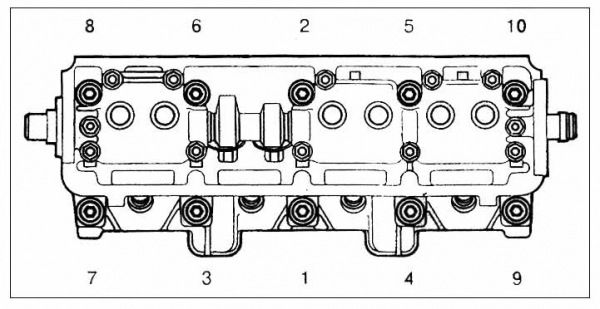
Последовательность затяжения
Далее выполняйте работу согласно таблице, и вы все сделаете верно.
Затяжка выполняется в четыре круга, соблюдая последовательность работы с крепежными болтами, указанной в схеме.
| Круг затяжки | Ваши действия |
| Первый круг | Динамометрическим ключом затягиваются все болты согласно схеме с прикладываемым моментом до 2,0 кг/см м |
| Второй круг | Затяжка по второму кругу выполняется даже по схеме, но момент применяется уже до 8 кг/см м |
| Третий круг | Каждый болт на третьем круге установки нужно докрутить на 90 градусов |
| Четвертый круг | Четвертый и завершающий круг затяжки болтов головки блока цилиндров требует повторного закручивания крепежей еще на 90 градусов |
Прежде чем следовать инструкции и схеме, убедитесь, что ваши болты соответствуют требованиям. В противном случае даже самая правильная, строго соблюдаемая затяжка не даст никакого результата.
Прокладка головки блока цилиндров на ВАЗ 2109 — достаточно надежный элемент, но ему свойственно терять свои эксплуатационные качества. Для ее замены приходится выполнять далеко не самые простые операции, но игнорировать нарушение целостности прокладки ни в коем случае нельзя. Иначе последствия обернутся дорогостоящим ремонтом, а порой и полной заменой двигателя.
Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ) .
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растёт при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъёмами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочётов — казалось бы мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому всё придётся исправлять самостоятельно или в тюнинг-ателье. Как именно? Об этом и поговорим.
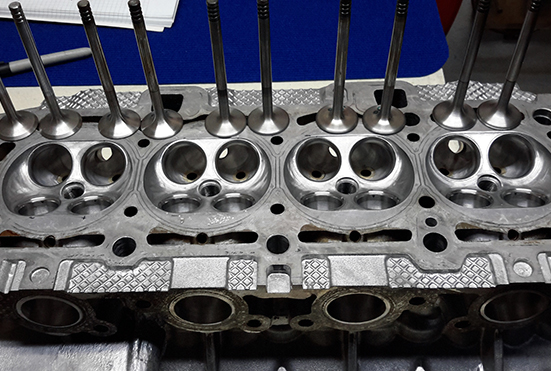
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности. Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.
Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. Если планируется значительное увеличение диаметра каналов, то лучше начать доработку с той детали, каналы которой имеют более тонкие стенки, а по их форме и положению затем растачиваются каналы сопрягаемой детали. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
- - ВАЗ 2101, 21011, 2103, 2106, 21213, 21214, 2123 – клапаны от 39/34 до 42/35;
- - ВАЗ 21083, 2111, 21114, 21116, 11183, 11186 – клапаны от 39/34 до 40/34;
- - ВАЗ 2112, 21124, 21126, 21127, 21128, 21129 – клапаны от 31/27 до 33/29,
Если ваш автомобиль оснащён наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жёсткие требования к усилиям на пружинах. В этом случае требуется большой подъём кулачка и соответствующий ход пружины, поэтому их меняют на более жёсткие, которые имеют больший ход сжатия.
Более жёсткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.
Ещё одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из титано-алюминиевого сплава. Алюминиевые (Д16Т) тарелки дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки из сплава Al-Ti от производителя PRO.CAR .
- - При использовании клапанов с меньшим диаметром стержня;
- - При сильно выступающей части направляющей втулки в канал ГБЦ;
- - Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- - При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).
Степенью сжатия (СЖ) является отношение полного объёма цилиндра ко всему объёму КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до значения 11:1.
Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит от того, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объём топливно-воздушной смеси, попавшей в цилиндр, относительно объёма камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому, повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ , которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!

сверление
сверление Конструкция головки блока цилиндров любого ДВС предусматривает наличие камеры сгорания, клапанного механизма, отлитых магистралей, подводящих свежую смесь и отводящих продукты сгорания. Последние элементы, в свою очередь, стыкуются с выпускным и впускным коллекторами.
Ресурсная база и реальный эффект
Операция преследует следующие цели:
- небольшое увеличение диаметра;
- удаление дефектных литьевых участков в виде приливов/уступов;
- изменение макрогеометрии: коррекция радиусов скруглений;
- улучшение микрогеометрии: полировка каналов.
Геометрия впускного и выпускного коллекторов совместно с ответными магистралями в ГБЦ представляет форму впускного/выпускного тракта. Неточная стыковка или пропорциональное несоответствие размеров сечений соединяемых деталей автоматически ведет к увеличению газодинамических потерь. Кроме того, прокладки в местах соединения способны внести свои отрицательные коррективы.
Инструмент и планировка процесса расточки
В качестве формообразующего инструмента при обработке каналов служат:
- шаровые фрезы, откалиброванные по требуемому диаметру расточки (31, 32, 29 мм);
- набор шарошек;
- наждачная бумага средней зернистости.

подготовка
подготовка Нередко народные умельцы заменяют шаровые фрезы на альтернативный инструмент, изготовленный самостоятельно: на клапанах подходящего диаметра формируется режущая плоскость.
Вспомогательными приспособлениями служат:
- дрель;
- шланг немного меньшего диаметра, нежели расточенный канал;
- штангенциркуль.
Упрощенно план технологического процесса расточки каналов в ГБЦ ВАЗ 2109 с 8 клапанами выглядит так:
Обработка коллекторов
Методика доработки геометрии коллектора предусматривает два этапа:
- достижение необходимого диаметра фрезерной обработкой;
- полировка тракта специальным приспособлением (наждачная бумага, закрепленная на шланге, вращающемся с помощью дрели).
Ключевое требование – сохранить штатное расположение оси канала и форму сечений проточной части.
Самостоятельная расточка впускных и выпускных каналов ГБЦ ВАЗ 2109 на 8 клапанов: ход и нюансы процесса

инструмент
инструмент Новая геометрия питающих и очищающих трактов в обязательном порядке должна быть сосной с уже обработанными коллекторами. Для этого следует состыковать трубопровод с головкой блока цилиндров и по оставшимся следам воспроизвести необходимую геометрию.
Размеры, достигаемые в процессе расточки каналов ГБЦ двигателя на 8 клапанов, таковы:
Последовательность обработки тракта в головке блока следующая:
- фрезеровать со стороны коллектора до втулки под клапан;
- фрезеровать со стороны камеры сгорания (седла под новые клапана уже должны быть установлены или развернуты родные);
- доработка геометрии шарошками различных конфигураций;
- шлифовка выпускных магистралей.
Перед выполнением операции следует обратить внимание на нюансы:

шлифовка
Окончательно на торец ГБЦ устанавливается прокладка и производится ее доработка. С расточкой каналов ГБЦ девятки принято совмещать замену всех 8 клапанов на аналоги увеличенного размера с сохранением соотношения: диаметр впускного клапана – 0,75 от диаметра выпускного. В большинстве случаев применяется пара 39-34 мм; допускается до 41-34 мм. Фаски клапанов и седел (уже развернутых или установленных новых) подлежат доработке.
Краткие сведения о технологии расточки

Наладка клапанного механизма ЯМЗ 238 Точная регулировка клапанов на дизельных ЯМЗ 238: подготовка, проверка, наладка и диагностика отрегулированного агрегата.

Проверка и наладка зазоров в клапанном механизме Лада Самара Настройка зазоров клапанов на автомобиле ВАЗ 2108: подготовительный этап, диагностика, наладка.

Проблема двигателя ВАЗ-21126(Приора), или Встреча клапанов с поршнями Российский автопром сделал неплохой двигатель ВАЗ-21126, который установил на модельный ряд ВАЗ-2170, ВАЗ-2171, ВАЗ-2172 (Приора). Двигатель имеет шестнадцатиклапанную головку с двумя распределительными валами, облегченной поршневой группой и облегченным коленчатым валом. В комбинации с
29-01-2014, 01:48 0 Десятилетний автомобиль родом из Японии: есть ли ресурсы для модернизации Mazda 626?

Как отрегулировать тепловой зазор клапанов на автомобилях Газель Клапана важная часть газораспределительного механизма двигателя. Правильная их регулировка является одной из самых необходимых настроек силового агрегата автомобиля. В случае неправильной регулировки, происходит быстрый износ узлов и механизмов газораспределения. Двигатель работает шумно и
Читайте также: