
Допуск износа цилиндра двигателя ваз 2114
Добавил пользователь Алексей Ф. Обновлено: 19.09.2024
Перед ремонтом, для очистки каналов системы смазки коленчатого вала двигателей ВАЗ необходимо удалить заглушки каналов. Затем обработать гнезда заглушек зенкером, тщательно промыть каналы бензином и продуть их сжатым воздухом. Оправкой следует запрессовать новые заглушки и для большей надежности зачеканить каждую заглушку в трех точках керном.
Ремонт коленчатого вала двигателей ВАЗ, контролируемые размеры и зазоры, допуски биения шеек коленвала, шлифование шеек, дефекты и толщина вкладышей.
Если обнаружены трещины на коренных или шатунных шейках и на щеках коленчатого вала, его требуется заменить. Мелкие задиры, царапины, забоины и риски на шейках и поверхностях коленчатого вала двигателей ВАЗ, сопрягаемых с рабочими кромками сальников, нужно зачистить и заполировать. При износе более 0,03 мм или овальности более 0,03 мм, а также при наличии значительных задиров и рисок, шейки следует отшлифовать.
Зазор между вкладышами и шейками коленчатого вала двигателей ВАЗ можно проверить расчетом, измерив детали, либо с помощью пластмассовой, оловянной или свинцовой проволоки.

Для этого необходимо сделать следующее.
1. Тщательно очистить рабочую поверхность вкладышей и шеек.
2. Установить шатун на шейке коленчатого вала согласно нумерации.
3. Поместить отрезок проволоки на поверхность шатунной шейки.
4. Установить крышку с вкладышем на шатун и затянуть гайки моментом 51 Нм (5,2 кгсм).
5. Поместить отрезок проволоки на поверхность коренной шейки.
6. Установить крышку с коренным вкладышем и затянуть болты моментом 80,4 Нм (8,2 кгсм).
7. Снять крышки.
8. По толщине сплющенной проволоки определить величину зазора.
Если зазор меньше предельного, прежние вкладыши можно использовать снова. При зазоре, большем чем допустимый, необходимо заменить вкладыши новыми. Если зазор больше предельного, то возможно использование номинальных или ремонтных вкладышей без шлифовки коленчатого вала.
Но если заменить вкладыши без перешлифовки коленчатого вала, то срок их службы составит половину срока службы новых. При благоприятных условиях эксплуатации удается еще раз установить новые вкладыши без перешлифовки вала, но они уже служат примерно треть срока новых. Так как зазоры велики и вкладыши разбиваются при перегрузках.
Зазоры в подшипниках коленчатого вала двигателей ВАЗ.
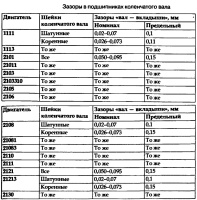
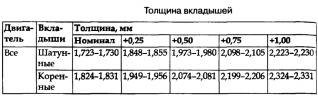
Если шейки коленчатого вала двигателей ВАЗ изношены и шлифуются до ремонтного размера, то устанавливают ремонтные вкладыши увеличенной толщины.
Установив коленчатый вал на призмы, индикатором проверяют:
— Биение коренных шеек.
— Биение посадочных поверхностей под звездочку, шкивы, маховик, подшипник первичного вала коробки передач.
— Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек.
— Биение торцевой поверхности фланца.
Допуски биения шеек коленчатого вала двигателей ВАЗ.

Если установлено биение коренных шеек, то нужно промерить их микрометром. Если эллипсности шеек нет, значит, вал погнут.
Коленчатый вал может быть погнут при:
— Прилипании и проворачивании вкладышей.
— Работе с разбитым и стучащим вкладышем шатуна.
— Заклинивании поршня.
— Обрыве шатуна.
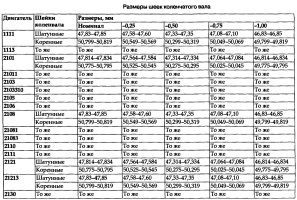
Цифры -0,25, -0,50, -0,75 и -1,00 указывают величину уменьшения диаметра шеек коленчатого вала после шлифования. Промерами всех коренных шеек на эллипсность и биение необходимо установить величину прогиба вала и решить, до какого ремонтного размера шлифовать коренные шейки, чтобы компенсировать погнутость. Также следует проверить, на эллипсность и биение посадочных мест под шкивы звездочки и маховик.
Размеры шеек коленчатого вала двигателей ВАЗ.
Контрольные параметры для коленчатого вала двигателей ВАЗ.

Два упорных полукольца, установленных по обе стороны заднего (на двигателях ВАЗ-1111 и 11113 — среднего) коренного подшипника, ограничивают осевое перемещение коленчатого вала. С передней стороны подшипника установлено сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое, желтого цвета. Полукольца могут изготавливаться нормальной толщины (2,310-2,360 мм) и увеличенной (2,437-2,487 мм).
Проверка осевого зазора между полукольцами и упорными поверхностями коленчатого вала двигателей ВАЗ осуществляется следующим образом.
1. Установить индикатор на магнитной подставке, уперев его шток в торец вала.
2. Вставить концы двух отверток между крайними щеками вала и стенками блока.
3. Перемещая вал отвертками, проверить по индикатору осевой зазор.
Проверка осевого зазора коленчатого вала двигателей ВАЗ.

Нормальный зазор для всех двигателей ВАЗ находится в пределах 0,06-0,26 мм. Если зазор больше максимально допустимого (0,35 мм), необходимо заменить упорные полукольца ремонтными, увеличенными на 0,127 мм.
Осевой зазор коленчатого вала можно проверить прямо на автомобиле. Осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина зазора определяется по величине перемещения переднего конца вала.
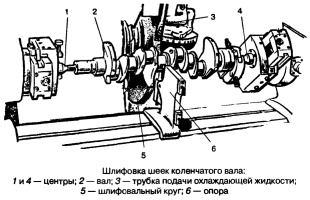
Шлифование шеек коленчатого вала двигателей ВАЗ.
Шейки шлифуют с уменьшением диаметра до ближайшего ремонтного размера. При шлифовании выдерживают размеры галтелей шеек, овальность и конусность коренных и шатунных шеек в пределах установленных норм. До завершения шлифовки вала приобретать вкладыши не стоит, так как неизвестен нужный размер.
В результате скручивания вала при работе и остаточной деформации возникает несоосность шатунных шеек, исправление которой при шлифовании может потребовать перехода не к очередному ремонтному размеру, а через него к следующему.
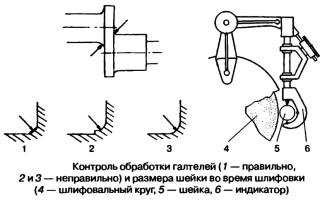
Контроль обработки галтелей шеек коленчатого вала двигателей ВАЗ.
Закрепление вала в патроне ведет к его деформации и отклонению от осей из-за неточности положения кулачков в самом патроне, несоосности патрона и задней бабки. В результате вместо прежних величин овальности, конусности, несоосности и биения шеек появятся новые, тоже превышающие допустимые. Вал лишь по виду будет выглядеть красиво.
Хорошо отшлифованные шейки не должны иметь следов прижита. После шлифовки снова проверяются биение вала, овальность, конусность и размеры шеек. При небрежном шлифовании коренных шеек можно повредить поверхности, контактирующие с упорными шайбами.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм для всех двигателей. Для проверки необходимо выставить вал на призмах так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Шлифовка шеек коленчатого вала двигателей ВАЗ.
Индикатором нужно проверить смещение в вертикальном направлении шатунных шеек второго, третьего и четвертого цилиндров относительно шатунной шейки первого цилиндра. На первой щеке коленчатого вала следует отмаркировать величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Шейки и места, контактирующие с сальниками, необходимо отполировать. Чистота поверхности должна быть примерно 0,2-0,4 мкм, так как сальники работают долго лишь при шероховатости не более Ra = 0,16-0,32 мкм и овальности вала до 0,05 мм.
Ориентиром шероховатости поверхностей может служить новый шарик или ролик подшипника, шероховатость которого менее 0,32 мкм. Размеры шеек при шлифовании следует контролировать не микрометром, а индикатором. Позволяющим непрерывно следить за изменением размера шлифуемой шейки. После шлифования и полировки шеек нужно промыть коленчатый вал для удаления остатков абразива. Удалить заглушки каналов для смазки и несколько раз промыть каналы бензином под давлением.
Прежде чем доверить шлифование своего коленчатого вала специалисту из мастерской, посмотрите, как там поставлено дело. Если коленвалы, ожидающие ремонта или уже отремонтированные, лежат на стеллажах или верстаках, если вал крепится на станке не в центрах, а в патроне, если измерения ведут не индикатором, а микрометром или даже штангенциркулем, бегите оттуда и ищите другую мастерскую.
Все длинные точные детали — коленчатые и распределительные валы — должны храниться в подвешенном состоянии во избежание прогиба. В крайнем случае — лежа. Имея опоры под коренными шейками.
Подшипники коленчатого вала двигателей ВАЗ.
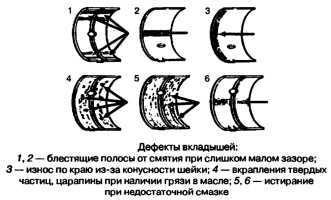
На вкладышах и упорных полукольцах не производят никаких подгоночных операций. При наличии задиров, рисок или отслоения антифрикционного слоя, вкладыши и полукольца нужно заменить. При правильных зазорах и сборке обеспечивается свободное вращение коленчатого вала.
А при слишком малых зазорах возможен проворот вкладышей со смятием замков и перекрытием масляного канала в шейке вала. Из-за отсутствия смазки они плавятся, прилипают к валу. Снова проворачиваются и буквально обдирают шейку. Нередко так глубоко, что перешлифовкой не удается получить даже последний ремонтный размер.
Лучше проверить новые вкладыши шатунных подшипников до сборки узлов. Шатуны с вкладышами, но без поршней, необходимо установить на шейки коленчатого вала, лежащего на верстаке. После чего затянуть гайки рекомендованным моментом.
Далее нужно проверить легкость скольжения в подшипниках. Поднять висящий верхней головкой вниз шатун на 45 градусов и отпустить. Под действием собственного веса он должен плавно опуститься в прежнее положение. Опуститься, а не упасть (при слишком большом зазоре) и не застрять в поднятом положении (при недостаточном зазоре).
Дефекты вкладышей коленчатого вала двигателей ВАЗ.
Если после затяжки болтов вал не проворачивается рукой, крышку нужно снять и проверить вкладыши. Места защемления хорошо заметны. Чаще всего они бывают возле замков. Аккуратно зачистите их шабером. Не стоит работать шкуркой. Так как в мягкой поверхности вкладыша могут остаться крупинки абразива, которые будут царапать вал и вкладыш.
Нежелательно использование старых вкладышей с прокладками под них из фольги или бумаги. Как это практиковалось во времена дефицита запчастей. Нарушение геометрии сопряжения подшипника и вала ускорит износ шеек и увеличение их овальности до степени, неисправимой шлифовкой или вынуждающей шлифовать, перепрыгивая через ремонтный размер, сокращая тем самым ресурс вала.
Толщина вкладышей коленчатого вала двигателей ВАЗ.
Затягивать болты лучше при проворачивании вала рукой. Легкого вращения вала удается добиться только постепенной затяжкой и вращением для осадки вкладышей в постелях и замках. Затянуть болты, вращать вал, пока он не станет вращаться легко, вновь затянуть и снова вращать и т. д. Так поступают с каждым подшипником. После сборки всех коренных подшипников вал должен проворачиваться от усилия рук, воздействующих на противовесы или на звездочку.
После завершения работы и проверки легкости вращения вала нужно снять крышку заднего подшипника (на двигателях ВАЗ-1111, 11113, 2110, 2111 — среднего) и установить в гнезда опоры два упорных полукольца выемками к упорным поверхностям коленчатого вала. С передней стороны опоры следует установить сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое. На последнем этапе нужно проверить осевой зазор коленчатого вала.

ВАЗ 2114 1.6 8v — компрессия 9/8,6/9/9, масло не жрет, выхлоп бесцветный, расход по городу 9-10 литров, подскажите что делать? Хочу сделать капиталку, но есть ли вариант восстановить компрессию без кап. ремонта?


Нет, купил машину с пробегом в 43т. сейчас на одометре 56т. В двигателе менял только масло и все.

Без разборки двигла это шаманство. Или продай машину или делай двигатель. Третьего не дано.
Продавать жалко, я её купил пол года назад. А при покупке компрессию никто не мерил и речь о ней даже не заходила, приехал после покупки в сервис, сказали что компрессия хреновая, нужен кап ремонт, вот и думаю, что делать…

Да, двигло разбирать нужно. может просто клапана прогорели (или закоксовка), а может и чего посложнее и подороже в плане ремонта. В общем, правильно сказали — разбирай. На счет капремонта сильно ремонтникам не верь, а то им главное заработать.
Спасибо, остается найти хороший сервис.

Продавать жалко, я её купил пол года назад. А при покупке компрессию никто не мерил и речь о ней даже не заходила, приехал после покупки в сервис, сказали что компрессия хреновая, нужен кап ремонт, вот и думаю, что делать…
проверь ремень ГРМ, по меткам. зубья перескочили вот и получилось что сжатие не вовремя, если нет, клапана на грязь проверь, может они и вовсе не закрываются,

А клапана не стучат? Как то мало пробега для капиталки, не хило нужно отжигать, чтоб так быстро движку ушатать
Периодически возникает стук где-то в двигателе, цокающий металлического характера, слегка приглушенный. Каждый день по-разному, бывает так звенит дня 3 подряд, затем звук может исчезнуть или немного утихнуть.
Должно быть отчетли слышно на холодную и под нагрузкой. Для начала попробуй клапана настроить. А то сервисмены любят на бабки разводить
На холодную очень хорошо прослушивается какой-то клокочущий звук в двигателе.
Заедь в сервис, настрой клапана и заодно еще раз компрессию проверь
Периодически возникает стук где-то в двигателе, цокающий металлического характера, слегка приглушенный. Каждый день по-разному, бывает так звенит дня 3 подряд, затем звук может исчезнуть или немного утихнуть.
Artthetoy, а ты присутствовал когда мерили компрессию, педаль газа в пол нажимали?заехай ещё куда-нибудь.померий ещё раз.
Обязательно заеду, лично показания прибора я не видел, я жал педаль газа.

Если мерили компрессию с закрытой ДЗ, то подсос воздуха значит с такой компрессией.
А вообще я не понял в твоих цифирях ничего, толи 2 горшка на авто, то ли 5.
От прогоревшего клапана компрессия 0 или около того, что бы выяснить блок или голова надо померить сначала компрессию в горшке пустом, а потом в этот же горшок масла плеснуть шприцом (10-20 кубов)и посмотреть что будет.
Возрастет значит кольца, не изменится головка.
9 — 8,6 — 9 — 9
вот такую компрессию мне назвали. сам лично я не видел, так ли это, в это время я нажимал педаль газа. за совет со шприцом спасибо, в сервисе предложу так попробовать.
может у тебя клапана не настроены, зажатый клапан не закрывается, отсюда и компрессия низкая, а с большим зазором подъем меньше, тоже падает.Как то уж больно ровно она упала во всех горшках.
А периодичность стука в двигателе, это осевое перемещение распреда.
Надо заглушку заднюю шлифануть на 0.5мм и пройдет, та которая вместо трамблера.

Машина какого года пробег точно не смотан?
Машина 2009 года, пробег уже 57 тысяч. Насчет смотан или нет, не могу сказать, в сервисе сказали, что якобы его смотали, но не на много.

Сервисмены, видать, еще те у тебя. Потолкуй с пацанами — может подскажут нормальную СТО. Сперва попробуй настроить клапаны — ничего сложного. А вообще, залей масло, как писали выше: это первый способ диагностики!
Замерь компрессию в другом автосервисе попроси пусть с маслом померят.Даже если 100000 прошла для капиталки рановато возможно просто кольца залегли из за плохого масла. В любом случае с начала замер компрессии с маслом и без результаты в студию дальше будем думать.

для такого пробега чтото маловата компрессия, но всё же метки для начала ГРМа, клапана посмотреть, думаю всё дело в метках. Можно не капиталить двиг, а просто скинуть голову и поддон и кодкинуть кольца да и вкладыши заодно шатунные

Больно ровная компрессия, врят ли что то с двиглом, наверно криворукие замеряли в другой сто заедь или купи свой компресометр стоит 500р

Сначала отрегулируй клапана. Это первое. Второе — есть такая штука называется раскоксовка Лавр, заливаешь в старое масло лучше на ночь, потом масло сливаешь/меняешь там инструкшн есть так то. Потом уже нормальный замер компрессии — со ВСЕМИ вынутыми свечами, с педалью газа в пол. Одинаковая крутка стартера для всех горшков. Вот если тогда не будет хорошего результата — только тогда на ремонт. Сначала надо сделать все, что можно, без этого.

как я понял обозначение твоей компрессии
1 цилиндр 9-8
2 цилиндр-6
3 цилиндр-9
4 цилиндр-9
Если все так, то проблема во втором цилиндре (слишком уж большая разница), из-за этого машина у тебя троит, отсюда и такой расход. Отрегулируй клапана, в частности обрати внимание на второй цилиндр, если не поможет половинь движок и смотри голову, возможно клапан прогорел.
Если почитать внимательно весь пост, то 9-9-9-9,4десятки в расчет не берем во втором цилиндре.
Меряй зазоры в грм, потом опять компрессию.
Вопрос был решен сегодня. Заехал я в другой сервис, в котором померили компрессию и сразу же сделали промывку, компрессия поднялась до 11 на каждый горшок. Заметно улучшилась динамика. Клапана регулировать порекомендовали ещё через 300км. пробега после промыки, сказали, что после промывки компрессия ещё может увеличиться. Теперь все в порядке, но вот на долго ли…
И огромное спасибо всем участником темы, без вас я был бы не так подкован в сервисе.
На долго, лей хорошее масло и вовремя меняй эти двигатели по 300-400 тысяч без кап ремонта ходят.

А вот подскажите. Замеряли на СТО компрессию без масла, показало 10 — 7,5 — 7,5 — 7,5. После заливки масла вновь проверили компрессию, результат изменился, 12-12-12-12. Не могу понять, объясните к чему готовиться. (проблема)

Всем привет, вообщем начал менять прокладку ГБЦ, а так как двигатель чуть подъедал масло хочу заодно поменять кольца, знающие люди гляньте фото, скажите пожалуйста нормально ли такое зеркало цилиндров?или придётся точить?


Комментарии 160

1) некогда из-за прокладки не будет жрать масло!
2) ГБЦ снял, не поленись поменяй сальники клапанов, заодно и клапана притрешь.
3) на глаз или ногтем не кто не определит насколько сильна выработка в цилиндре, если даже она и не велика, менять кольца это бред, может стать только хуже, новые кольца имею форму круга, я цилиндр вырабатывается эллипсом, соответственно будут зазоры, масло может жрать больше чем на старых, думай сам. Что бы точно знать есть ли выработка, нужен нутромер, не хочешь мереть, знай, мотор ты скоро разберешь.

Да человеку уже 10 раз сказали, чтоб не поленился промерять, за это денег вообще не возьмут, а толк будет. Если уж даже там все нормально с цилиндрами, лишний раз перепроверить стоит. А он ведется на лупенов, которые двигатель видили только на картинках.

я сам мерял сначала штангельциркулем целиндры было 82мм, потом пришол моторист тоже какойто фиговиной мерял сказал всё гуд!
1) некогда из-за прокладки не будет жрать масло!
2) ГБЦ снял, не поленись поменяй сальники клапанов, заодно и клапана притрешь.
3) на глаз или ногтем не кто не определит насколько сильна выработка в цилиндре, если даже она и не велика, менять кольца это бред, может стать только хуже, новые кольца имею форму круга, я цилиндр вырабатывается эллипсом, соответственно будут зазоры, масло может жрать больше чем на старых, думай сам. Что бы точно знать есть ли выработка, нужен нутромер, не хочешь мереть, знай, мотор ты скоро разберешь.
1)Я начал менять прокладку не из-за жора масла, о потому что уходил антифриз…2)я уже так и делаю.3)приходил моторист мерял чемто(я незнаю чем он мерял)сказал что всё хорошо и кольца менять смысла нет. А так спасибо за дельные саветы Вам!
Перед началом ремонта блока цилиндров двигателей ВАЗ, первым делом нужно тщательно вымыть блок. Продуть и просушить его сжатым воздухом, особенно масляные каналы. Если в опорах или в других местах блока имеются трещины, он подлежит замене.
Ремонт блока цилиндров двигателей ВАЗ, дефектовка, проверка плоскости и герметичности, измерение диаметра цилиндров, расточка и хонингование, контрольные величины и зазоры.
Привалочная плоскость блока цилиндров двигателей ВАЗ может быть деформирована. Поэтому следует проверить ее с помощью линейки и набора щупов. Линейку необходимо устанавливать по диагоналям и осям плоскости. Если плоскость искривлена более чем на 0,1 мм, блок цилиндров нужно заменить.
Контролируемые размеры блока цилиндров двигателей ВАЗ.

Если было замечено попадание охлаждающей жидкости в картер, необходимо проверить герметичность блока цилиндров. Заглушив отверстия охлаждающей рубашки блока, нужно нагнетать в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2). В течение 2 минут не должно наблюдаться утечки воды из блока.
Если отмечалось попадание моторного масла в охлаждающую жидкость, следует проверить блок на наличие трещин в зонах масляных каналов. Это можно делать на автомобиле:
— Слить охлаждающую жидкость из системы охлаждения.
— Снять головку цилиндров.
— Заполнить рубашку охлаждения блока цилиндров водой.
— Подать сжатый воздух в вертикальный масляный канал блока цилиндров.
В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, блок цилиндров придется заменить.
Измерение диаметра цилиндров блока цилиндров двигателей ВАЗ.
Диаметр цилиндра блока цилиндров двигателей ВАЗ измеряют нутромером в четырех поясах как в продольном, так и в поперечном направлении. В зоне верхнего пояса цилиндры не изнашиваются. Разность размеров в верхнем и остальных поясах показывает величину износа цилиндров. При износе цилиндров до 0,15 мм их рекомендуют только хонинговать.
Измерение цилиндра нутромером.

Если величина износа более 0,15 мм, следует расточить цилиндры до ближайшего ремонтного размера поршней, увеличенного на 0,4 или 0,8 мм от номинала. Оставив припуск 0,03 мм на диаметр для хонингования.
Виды износа цилиндров блока цилиндров двигателей ВАЗ.
Встречаются цилиндры с овальным и бочкообразным износом. Мелкие частые риски на поверхности цилиндра по всей высоте движения первого компрессионного кольца означают, что скалывавшиеся частицы хромового покрытия царапали цилиндр. Соответственно, качество хромирования этого кольца низкое. Если зеркало цилиндра матовое, значит, это явно абразивный износ из-за пыли, попадавшей через негерметичный корпус воздушного фильтра.
Цилиндры блока цилиндров двигателей ВАЗ по диаметру разбиты на пять классов: А, В, С, D, Е, их размеры различаются на 0,01 мм. Класс цилиндра отмечен на нижней плоскости блока. Там же, а также на крышках коренных подшипников клеймится условный номер блока цилиндров, указывающий на принадлежность крышек к данному блоку.
Маркировка блока цилиндров двигателей ВАЗ.

После выяснения износа необходимо определить ремонтный размер, приобрести поршни нужного размера и провести обработку цилиндров под каждый из них индивидуально. Днища поршней следует пометить номерами цилиндров.
Расточка и хонингование блока цилиндров двигателей ВАЗ.
Если мастерская, куда вы намереваетесь отдать блок для расточки цилиндров, примет его в работу без поршней, заберите его скорее и ищите другую мастерскую. На блоке, принятом в ремонт, должен быть выбит номер квитанции мастерской. Это привязка на случай претензий по качеству.
Расточку обычно проводят твердосплавными резцами при частоте вращения шпинделя около 315 об/мин с подачей 0,05-0,08 мм/об. Припуск на чистовое растачивание — не более 0,15 мм. Получаемая шероховатость поверхности Ra — 1,25 мкм. До хонингования допускается небольшая чернота шириной до 10 мм и глубиной не более 0,03 мм. Оставляемый припуск на хонингование — 0,04-0,08 мм.
Окончательная обработка цилиндров — хонингование до достижения нужного размера и шероховатости Ra = 0,32 мкм, овальности и конусности в пределах 0,02 мм. Хонингуют цилиндр в два приема. Припуск на предварительную доводку составляет 0,03-0,08 мм. На окончательную — 0,01-0,03 мм. Частота вращения хона (хонинговальной головки) около 284 об/мин. Скорость возвратно-поступательного движения — 22 м/мин при предварительной обработке и 14 м/мин при окончательной.
Хонинговальная головка, абразивные бруски которой прижимаются пружинами к стенкам цилиндра, выполняет вращательное движение вокруг своей оси и возвратно-поступательное — вдоль оси. Хонингование происходит при непрерывной подаче охлаждающей жидкости. Чаще всего керосина или керосина с 10-20 % машинного масла. В результате обработки, помимо снятия металла для доводки диаметра до нужного размера, на зеркале цилиндра образуются риски глубиной до 0,05 мм под углом 50-60 градусов друг к другу.
Цилиндр после хонингования и проверка зазора.

В этих микроуглублениях задерживается масло, необходимое для смазки колец и поршней. Точность размеров обработанного цилиндра составляет 0,005-0,010 мм. Овальность и конусность — не более 0,03 мм.
После расточки и хонингования цилиндров замеряют зазоры между стенками цилиндра и соответствующим поршнем согласно меткам на днищах поршней. Вставив поршень в цилиндр на нужную глубину и ведя замер поперек блока. При замерах необходимо следить за температурой деталей, так как при обработке цилиндр нагревается.
Контролируемые размеры цилиндров и поршней по классам.

Контрольные величины зазоров поршневой группы блока цилиндров двигателей ВАЗ.

Зазор контролируют по перемещению поршня в цилиндре. Чистый поршень в чистом цилиндре при одинаковой температуре поршня и цилиндра не должен падать. А лишь медленно опускаться под действием собственного веса или при легком нажатии пальцем.
Читайте также: