
Какой стороной ставить поршень ваз
Обновлено: 06.07.2024
Поршень с шатуном. Разборка, дефектовка и сборка ВАЗ 2108
Поршень с шатуном:
1 - гайка шатунного болта
2 - шатунные вкладыши
3 - шатун
4 - поршневой палец
5 - канавка верхнего компрессионного кольца
6 - канавка нижнего компрессионного кольца
7 - канавка маслосъемного кольца
8 - поршень
9 - шатунный болт
10 - крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Размерная группа
Модель двигателя ВАЗ-2108
Модель двигателя ВАЗ-21083
Диаметр цилиндра, мм
Диаметр поршня, мм
Диаметр цилиндра, мм
Диаметр поршня, мм
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
Зазор между кольцами и канавками поршня, мм
верхнее компрессионное кольцо
нижнее компрессионное кольцо
Предельно допустимый зазор для всех колец
Примечание 2
Зазор в замках поршневых колец, мм:
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Диаметр пальца, мм
Диаметр отверстия в поршне, мм
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки.
8. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец.
9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши.
10. Осмотрите шатуны с крышками. Замените погнутые шатуны.
11. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.
12. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
13. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.
Предупреждение
Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать.
Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу.
Сборку поршня с шатуном нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет невозможно.
Обозначение ремонтного размера:
1-й ремонтный – треугольник,
2-й ремонтный – квадрат.
Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “+”,
уменьшенная на 5 грамм – “-”.
14. Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в канавках.
15. Если на кольце нанесена надпись “Верх”, “Top” или “ВАЗ”, установите кольцо надписью вверх, к днищу поршня.
18. Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки шатуна.
19. Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз крышки шатуна.
Видео про "Поршень с шатуном. Разборка, дефектовка и сборка" для ВАЗ 2108
Сборка поршня с шатуном Ваз - самый быстрый и эффективный способ! Замена поршневой ВАЗ 21083, что это?? Установка поршней на шатуны в классике. ваз 2101-2121-2109
К каждому этапу сборки я подходил очень основательно: приобретал необходимый инструмент (предварительно долго изучая информацию и выбирая), изучал как тянуть болты и гайки (каким моментом, во сколько приёмов, нужен ли анаэробный герметик) и старался выбирать самые качественные запчасти.
Поршневые кольца я приобрёл от Весты 1,8л, можно сказать из-под полы…


Они отличаются от обычных грантовских тем, что маслосъёмное кольцо покрыто хромом в том месте, которым оно трётся о цилиндр. Обычное же, просто чугунное, без какого либо напыления.

Для установки поршневых колец я приобрёл съёмник Kolbenschmidt — арт. 50009815. Поскольку, устанавливая кольца руками, можно было их повредить.


Но, перед установкой поршневых колец, собрал поршни с шатунами.

Острые края стопорных колец поршневых пальцев, немного подточил, дабы при установки в поршень они не царапали его.

Должен сказать, что без опыта, установка этих стопорных колец задача не из лёгких. Первый раз попробовал это сделать и без малого не поцарапал поршень. Поискал информацию, надеясь найти оправку для этого. Нашёл запись RedTaz 'а, но его оправка была изготовлена для кованых поршней и не подходила под заводские поршни. Потратив время и не найдя решения, пошёл пробовать установить стопорные кольца ещё раз.
Помучавшись какое-то время, пробуя разные варианты, всё же получилось это сделать).
Для установки использовал маленькую плоскую отвёртку. Сначала заводил один край кольца в районе оглубления под дополнительную смазку пальца, и далее, маленькой отверткой с узким жалом, утапливал кольцо в паз, постепенно двигаясь от этого углубления ко второму концу стопорного кольца… Надеюсь понятно написал).
После этого проверил микрометр

и промерил все поршни.
Делал это для того, чтобы более точно распределить поршни по цилиндрам, поскольку при промерке цилиндров выявился разброс в 0,5-1 сотку.
После этого проверил тепловые зазоры всех колец, поочерёдно вставляя их в цилиндры. Не обошлось без косяка. Одно из вторых компрессионных колец имело завышенный зазор — 0,5 мм, вместо максимальных 0,45.
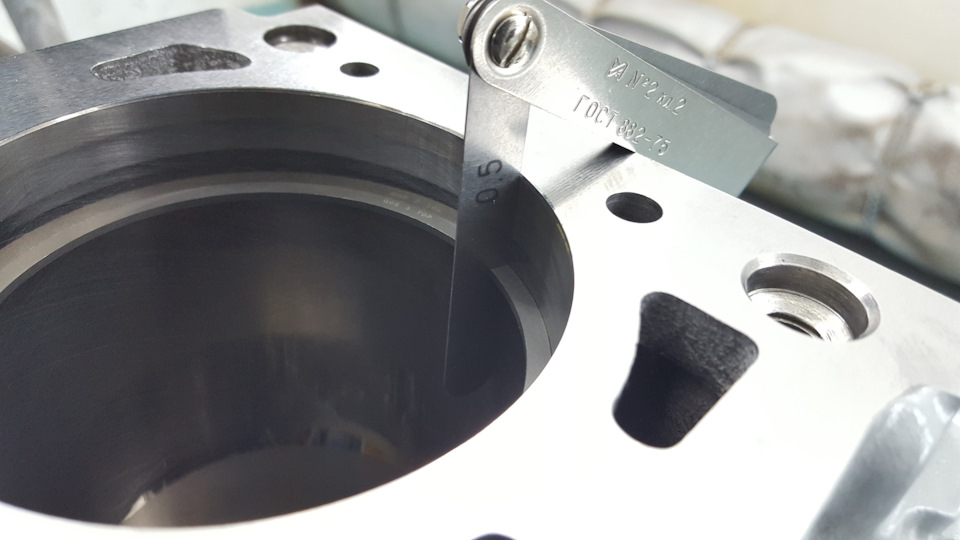
Но поскольку этот набор колец был в единственном экземпляре, то пришлось ставить как есть.

Что касается зазоров между стенками канавок поршней и поршневыми кольцами, то они были в допуске.
Для установки поршневой в блок цилиндров была приобретена оправка для стяжки поршневых колец Jonnesway — арт. AI020034B.

Перед установкой поршней, мазал поршни с кольцами и цилиндры смазкой для сборки двигателя. Затем разводил кольца как указано в "мурзилке", но с поправкой на то, что при стяжке оправкой колец, они немного проворачиваются. Фото с оправкой за поршне не делал, поскольку руки были в масле для сборки.
Ну, и собственно поочерёдно установленная поршневая.
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
В печь, уже нагретую до 240°С, шатуны помещают на 15 мин.
Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.

Рис. 3–31. Установка поршневого пальца на приспособление А.60325 для запрессовки его в поршень и головку шатуна: 1 - валик приспособления; 2 - поршневой палец; 3 - направляющая; 4 - упорный винт
Палец заранее приготовьте к сборке, надев его на валик 1 (
Рис. 3–32. Запрессовка поршневого пальца в верхнюю головку шатуна: 1 - приспособление A.60325; 2 - поршневой палец. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой

Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением А.60325, закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (
Рис. 3–25. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 3–25). Если на кольце нанесена метка "Верх" или "TOP", то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Видео про "Сборка шатунно-поршневой группы" для ВАЗ 2107
Сборка поршня с шатуном Ваз - самый быстрый и эффективный способ! Установка поршней на шатуны в классике. ваз 2101-2121-2109 Часть 7 Lada Капитальный ремонт ВАЗ 2107 (1600) Установка поршневой в блок цилиндров
На упорных полукольцах со стороны проточек нанесен антифрикционный слой. Этой стороной полукольца должны устанавливаться к щекам коленчатого вала.
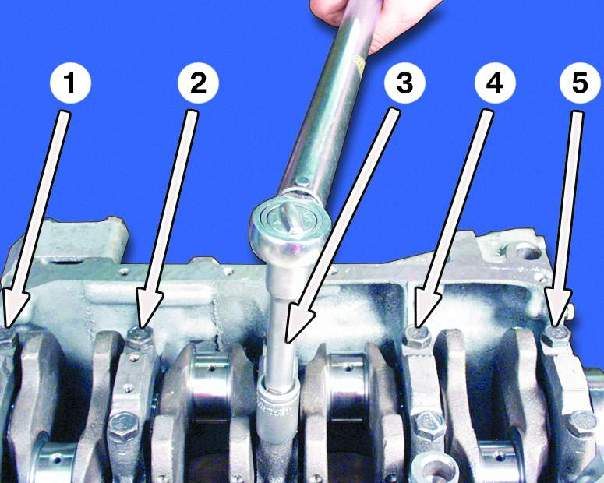
На крышках коренных подшипников нанесены метки в виде насечек: на первой одна, на второй две, на третей три, на четвертой четыре, на пятой две. На второй крышке, кроме меток, есть два отверстия для крепления приемника масляного насоса. Первой считается крышка со стороны привода распределительного вала.



1. Установите в постели коренных подшипников вкладыши. При этом фиксирующий выступ вкладыша должен войти в паз постели. В первую, вторую, четвертую и пятую постели (считая от привода распределительного вала) устанавливайте вкладыши с канавками, а в третью – без канавки.
3. Смажьте шейки коленчатого вала моторным маслом и уложите вал в постели коренных подшипников. При этом фланец крепления маховика долженрасполагаться со стороны четвертого цилиндра.



6. Вставьте вкладыши в крышки вкладыши без канавок. При этом фиксирующий выступ вкладыша должен войти в паз крышки.



8. Крышка устанавливается так, чтобы метка на ней была расположена со стороны генератора (с левой стороны двигателя). Аналогичным образом установите остальные крышки в соответствии с метками.

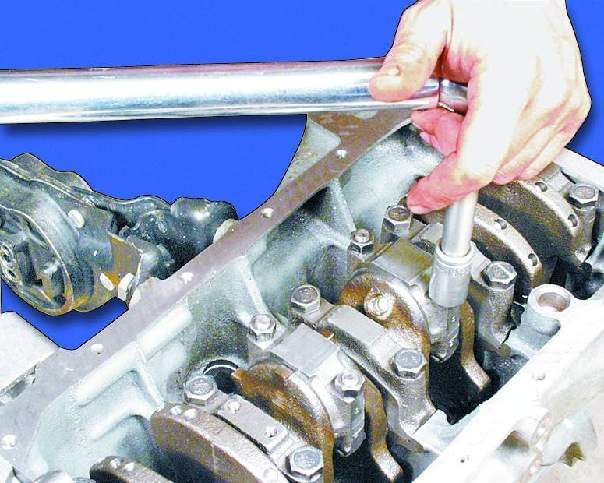
10. Затяните болты крепления крышек моментом 69-84 Н·м (6,9-8,4 кгс·м). Первыми затягивайте болты третьей крышки, затем второй и четвертой, потом первой и пятой. После затяжки болтов проверните коленчатый вал – он должен вращаться легко, без заеданий.
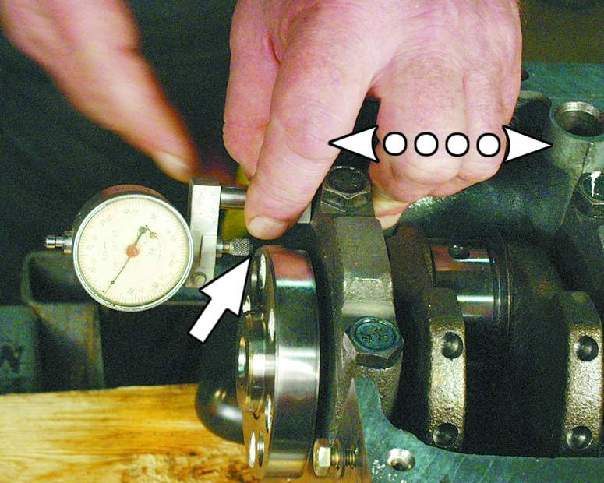
11. С помощью индикатора измерьте осевой зазор коленвала. Он должен быть в пределах 0,06-0,26 мм. Если зазор превышает 0,26 мм, замените упорные полукольца (смотрите примечание 1).
Чтобы измерить осевой зазор коленчатого вала, установите индикатор так, чтобы его ножка упиралась во фланец вала. Сдвиньте коленчатый вал до упора от индикатора и установите индикатор
на 0. Сдвиньте коленчатый вал в противоположную сторону. Индикатор покажет величину зазора.
В качестве запасных частей постовляются полукольца номинального размера (толщиной 2,31-2,36 мм) и увеличенного на 0,127 мм размера (толщиной 2,437- 2,487 мм).

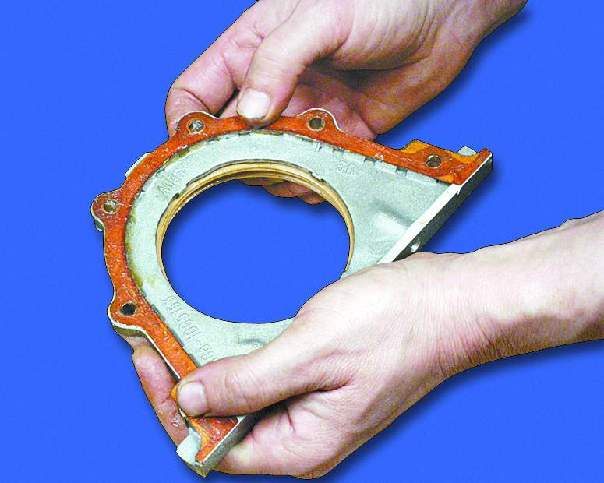




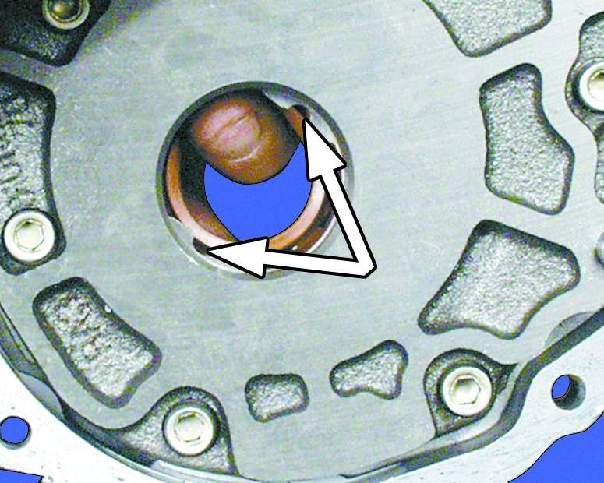
16. Задний сальник коленчатого вала устанавливается в держатель с помощью специальной оправки. При отсутствии оправки наденьте сальник с держателем на фланец коленчатого вала, аккуратно заправив рабочую кромку сальника на фланец вала заостренной палочкой из мягкого дерева.
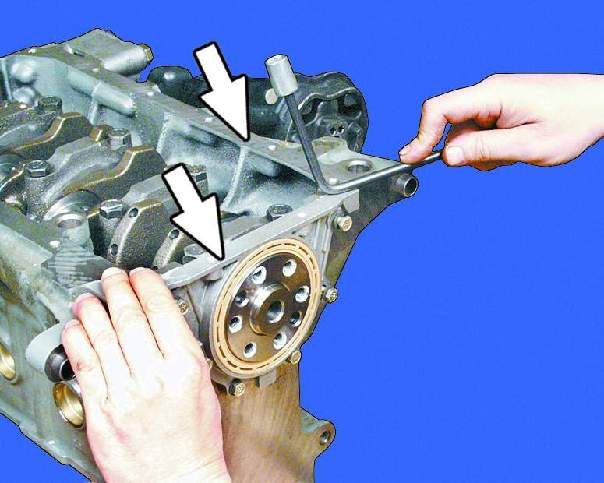


20. Запрессуйте с помощью оправки передний сальник коленчатого вала в корпус масляного насоса. Смажьте рабочую кромку сальника моторным маслом.


21. Смажьте шестерни масляного насоса моторным маслом, залив масло через отверстие под маслоприемник.
23. Поверните ведущую шестерню масляного насоса для правильной установки на коленчатый вал: выступы на ведущей шестерне должны совпасть .



26. Передний сальник коленчатого вала устанавливается с помощью специальной оправки. Если оправки нет, наденьте насос с сальником на коленчатый вал до посадочного места на валу. Затем заостренной палочкой из мягкого дерева аккуратно заправьте рабочую кромку сальника на шейку вала.



27. Аккуратно сдвиньте масляный насос по валу до упора и наживите болты крепления. Поправьте положение насоса, чтобы его верхняя плоскость совпала с плоскостью блока. Заверните шесть болтов крепления моментом 8,5-10,0 Н·м (0,85-1,0 кгс·м).






34. Вставьте поршень в сборе с шатуном в оправку и с ее помощью установите поршень в цилиндр так, чтобы стрелка на днище поршня была направлена в сторону масляного насоса.
35. Установите крышку шатуна с вкладышем в соответствии с маркировкой, предварительно смазав вкладыш моторным маслом (смотрите примечание).

Крышки на шатуны устанавливаются так, чтобы номера цилиндров на крышке и шатуне располагались с одной стороны.
37. Затяните динамометрическим ключом гайки крепления крышек шатунов моментом 44-54 Н·м (4,4-5,4 кгс·м).



39. Установите маховик, затем стопорную шайбу и заверните болты крепления маховика (смотрите примечание).
Установите маховик так, чтобы метка на маховике была напротив крышки шатуна четвертого цилиндра, так как болты крепления расположены ассимметрично.
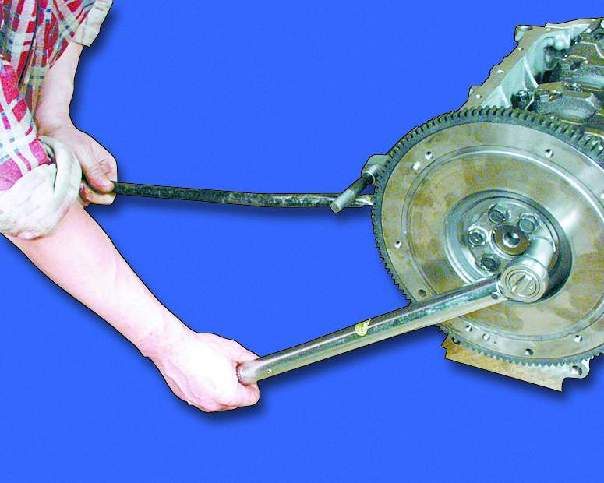


40. Затяните болты крепления маховика моментом 62-89 Н·м (6,2-8,9 кгс·м), удерживая маховик от проворачивания.
42. Установите маслоприемник на место (смотрите примечание) и заверните болт крепления маслоприемника к масляному насосу моментом 7,0-8,0 Н·м (0,7-0,8 кгс·м).











52. Установите шкив на коленчатый вал, совместив отверстие в шкиве со штифтом на зубчатом шкиве ремня привода распределительного вала.



55. Установите водяной насос в блок цилиндров так, чтобы заводская маркировка насоса была направлена в сторону привалочной плоскости блока цилиндров, так как болты крепления расположены асимметрично.


58. Установите ведомый диск в кожух нажимного диска так, чтобы менее выступающая часть ступицы была направлена в сторону маховика.



61. Заверните шесть болтов крепления сцепления к маховику равномерно по диагонали моментом 19,0-31,0 Н·м (1,9-3,1 кгс·м). Рекомендуем заменить болты крепления при сборке.
В нижних головках и крышках шатунов установлены сталеалюминиевые вкладыши.
От проворачивания их удерживают замки, входящие в прорези постелей.
Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз.

Снимаем маслосъемное кольцо с расширителем.
Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.
Подбираем новый поршень. Класс поршня обозначается буквой, а категория пальца – цифрой (см. таблицу сопрягаемых деталей).
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм. При износе максимально допустимый зазор – 0,15 мм.
Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.
↑ Установка поршневых колец
Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке. Он должен быть 0,25–0,40 мм для всех колец. Если зазор повышенный, необходимо заменить кольца.
Зазор между кольцом и канавкой поршня проверяем также набором щупов. Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм. Предельно допустимый зазор при износе – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.
↑ Установка пальца
Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере.
Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.
↑ Маркировка на поршне, шатуне и крышке
Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.
Читайте также: