
Какие поршня подходят на оку
Добавил пользователь Валентин П. Обновлено: 21.09.2024
А балансировать как? В отличие от 4-х горшковых моторов, где достаточно уравнять весА "шатун+поршень", у Аки надо при изменении веса поршня дорабатывать и балансирные валы. При тупой замене поршней на более легкие ты только добьешься разбалансировки.
В свое время Серпуховская лавка "Мотор-спорт" для "Ока-Юниор" балансировала штатные моторы на стенде, и только этим добивалась ЗАМЕТОЙ прибавки пенсии!
Вообще-то, если нет необходимости. . откручивать движок до неразумно высоких оборотов ковку ставить особенного смысла не имеет. Т.е. поставить ее можно, но прироста дури не случится. Любой мотор надо заряжать в комплексе. Но на долговечности их конечно скажется с другой стороны в моторе изнашиваются не только поршни 🙂 Лучше купить просто что-нибудь качественное.
ЗЫ: Настоящая нормальная ковка три года назад стоила в разы дороже импортных нормальных поршней. Это спорцменский инвентарь в гражданской машине нужный не всегда.
Для того, чтобы знать какие поршня покупать надо сначала узнать подкакой размер придёццо точить.
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
На днище поршня выбиты следующие данные:
1 — класс поршня по отверстию под палец (1, 2, 3)
2 — класс поршня по диаметру (А, B, C, D, E)
3 — стрелка, показывающая направление установки поршня
4 — группа по массе (нормальная — "Г", увеличенная на 5 г — " ", уменьшенная на 5 г — "-")
5 — ремонтный размер (диаметр увеличен на 0,4 мм — D, на 0,8 — Е)

Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов: A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер – увеличенный на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
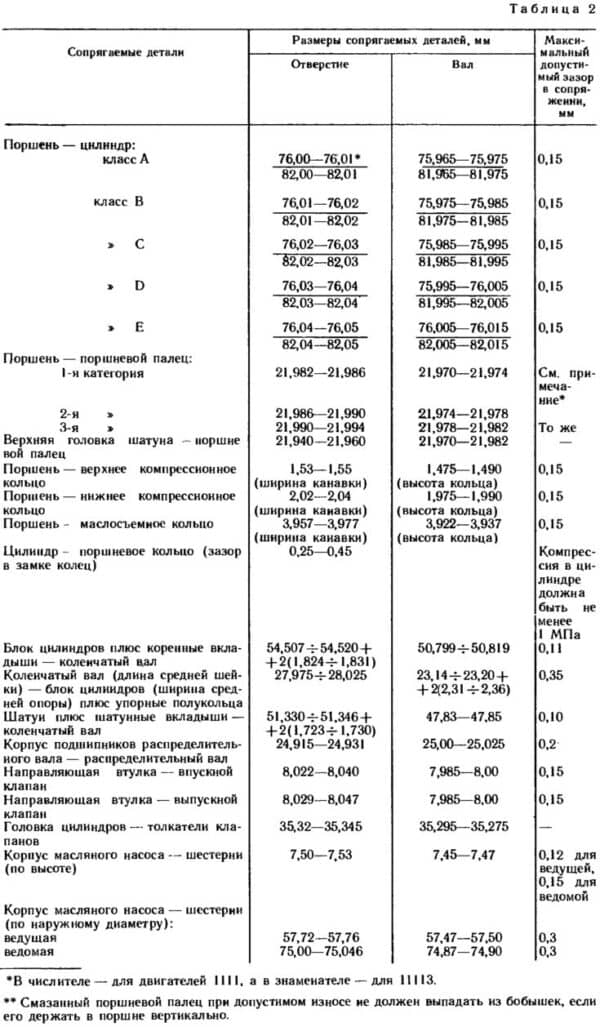
Номинальные размеры диаметров цилиндров и поршней, мм
При подборе поршней к цилиндрам определите зазор между ними как разность между замеренными диаметрами поршня и цилиндра.
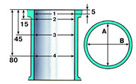
Схема измерения цилиндров:
А и В — направления измерений
1, 2, 3 и 4 — номера поясов
Номинальный зазор установлен 0,025- 0,045 мм, предельно допустимый — 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу – на крышке шатуна.
Размерные классы поршневых пальцев и поршней
отверстия в поршне



106. Очистите головку поршня от нагара.
107. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.
108. Прочистите отверстия для стока масла подходящей по толщине проволокой.



109. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень.
110. Проверьте зазор между кольцами и канавками на поршне. Для этого с помощью набора щупов измерьте ширину канавок в нескольких местах по окружности, а затем.
111. . замерьте микрометром толщину колец в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
Пояснение к операциям 110 и 111
Номинальный зазор, мм:
для верхнего компрессионного кольца 0,04-0,075;
нижнего компрессионного кольца 0,03-0,065;
маслосъемного кольца 0,02-0,055.
Предельно допустимый зазор для всех колец — 0,15 мм.
112. Измерьте зазоры в замках колец. Это можно сделать, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем, как оправкой, кольцо в цилиндр, чтобы оно установилось в нем без перекосов, выньте поршень из цилиндра и.
113. . щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25- 0,45 мм, предельно допустимый (вследствие износа) — 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.
114. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.



115. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и т.п., расточите цилиндры под ремонтный размер или замените блок цилиндров. При таких дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.
116. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Притупите заостренные кромки на плоскости блока цилиндров шабером.
117. . а затем мелкой шлифовальной шкуркой. Измерьте нутромером диаметр цилиндра в двух перпендикулярных плоскостях (вдоль и поперек оси блока цилиндров) и четырех поясах.



118. Измерьте диаметр поршня на расстоянии 51,5 мм от его днища в плоскости, перпендикулярной поршневому пальцу. Вычислите зазоры между поршнями и цилиндрами.
119. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
120. Если на поверхностях коленчатого вала, по которым работают сальники, имеются глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.



121. Если на коренных и шатунных шейках есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера (в специализированной мастерской). После этого.
122. . отполируйте шейки и притупите острые кромки фасок масляных каналов абразивным конусом. Затем промойте коленчатый вал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек после шлифования не должна превышать 0,005 мм. После шлифования шеек установите вкладыши ремонтных размеров.
123. Промерьте коренные и шатунные шейки коленчатого вала. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.

124. Если на рабочих поверхностях упорных полуколец имеются задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
Подбор вкладышей коленчатого вала
Номинальный диаметр шеек коленчатого вала, мм:
коренных 50,799-50,819
шатунных 47,830-47,850
Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Номинальная толщина вкладышей, мм:
коренных 1,824-1,831
шатунных 1,723-1,730
Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Зазоры между вкладышами и шейками коленчатого вала, мм:
для коренных подшипников: номинальный — 0,026-0,073, предельно допустимый — 0,11;
для шатунных подшипников: номинальный — 0,02-0,07, предельно допустимый — 0,1.
Биение коленчатого вала должно составлять, мм:
по средней коренной шейке и посадочной поверхности под ведущую шестерню масляного насоса — не более 0,03;
по посадочной поверхности под маховик — не более 0,04;
по посадочной поверхности под шкивы и сальники и под шестерню привода уравновешивающих валов — не более 0,05.
Размеры полуколец, поставляемых в запчасти: номинальный — 2,31-2,36 мм и ремонтный (увеличенный на 0,127 мм) — 2,437-2,487 мм.
Осевой зазор коленчатого вала: номинальный — 0,06-0,26 мм, предельно допустимый — 0,35 мм.



125. Измерьте осевой зазор коленчатого вала. Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников. Установите маховик. Закрепите индикатор так, чтобы его ножка опиралась на рабочую поверхность маховика (контакта с ведомым диском сцепления). Сдвиньте коленчатый вал до упора вниз (от индикатора) и установите стрелку индикатор на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет значение зазора. Если зазор превышает предельно допустимый, замените упорные полукольца.
126. Осмотрите коренные вкладыши. Если на них имеются трещины, задиры, выкрашивание, замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы.
127. Тщательно прочистите и промойте масляные каналы коленчатого вала. При этом.



128. . не рекомендуется самостоятельно выпрессовывать заглушки (для этого обратитесь в специализированную мастерскую).
129. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок замените в сборе с крышками коренных подшипников.
130. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установите насос с прокладкой) и залейте Тосол А-40 в рубашку охлаждения. Если в каком-нибудь месте заметите течь, значит блок негерметичен и его надо заменить.
Неплоскостность поверхности с прилегания ведомого диска сцепления не должна превышать 0,05 мм.
Непараллельность поверхности с прилегания ведомого диска сцепления и поверхности b для крепления сцепления относительно поверхности а, прилегающей к фланцу коленчатого вала, не должна превышать 0,1 мм.
Биение маховика на поверхностях b и c не должно превышать 0,1 мм.
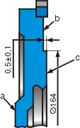
Для удаления глубоких рисок и задиров поверхность с маховика можно проточить, при этом слой снимаемого металла не должен превышать 1 мм. Одновременно с поверхностью с необходимо проточить поверхность b, выдерживая размер между ними 0,5 0,1 мм. При проточке выдержите параллельность поверхностей a, b и c.
Зубчатый венец на маховике не должен проворачиваться при приложении к нему крутящего момента 600 Н·м (60 кгс/м) и сдвигаться в осевом направлении при проложении к нему усилия 4000 Н (400 кгс).
131. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Для этого измерьте диаметр шеек, а затем диаметр коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор. Если он превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер. Эту работу рекомендуется выполнять в специализированной мастерской.





135. Замените или отремонтируйте маховик, если на поверхностях прилегания ведомого диска сцепления или.
136. . фланца коленчатого вала имеются риски и задиры.
137. Если на поверхности прилегания ведомого диска сцепления видны цвета побежалости (маховик был перегрет), то, возможно, посадка зубчатого венца на маховике недостаточно плотная. Это можно проверить в специализированной мастерской. Маховик с ослабленной посадкой зубчатого венца необходимо заменить.
Copyright © 2007-2019 Все права защищены. Все торговые марки являются собственностью их владельцев.
При разборке снимают поршневые кольца. Укладывают поршень в опору с цилиндрической выемкой и с помощью оправки А.60308, центрируемой в отверстии поршневого пальца, выпрессовывают палец под прессом (усилием не менее 8 кН). Применение молотка для выпрессовки-запрессовки недопустимо: можно повредить поршень.
Оправка А.60308 представляет собой цилиндрический стержень с диаметром и длиной рабочей части соответственно 21 и 80 мм. Диаметр центрирующего хвостовика, который входит в отверстие поршневого пальца, составляет (14,9±0,05) мм.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке помечают их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения верхней головки. Для этого помещают шатуны на 15 мин в электропечь, нагретую до 240 °С. Для лучшего прогрева кладут шатуны верхними головками внутрь печи.
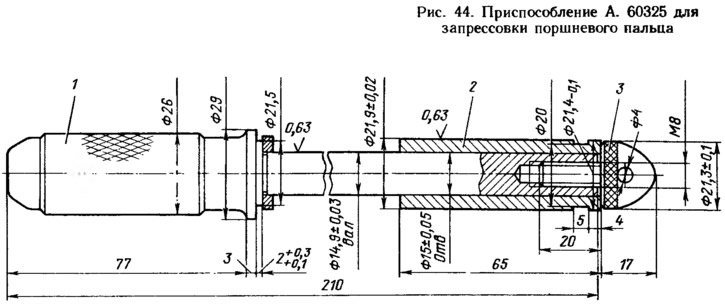
Палец заранее приготавливают к сборке, надев его на валик 1 (рис. 44) приспособления А.60325 и установив между пальцем и рукояткой дистанционное кольцо толщиной 4 мм, наружным диаметром 22 мм и внутренним — 15 мм. На конце приспособления устанавливают направляющую 2 и закрепляют винтом 3. Винт затягивают неплотно, чтобы не произошло заклинивание при расширении пальца от контакта с нагретым шатуном.
Для правильного соединения пальца с шатуном запрессовку необходимо выполнять как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца. Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была направлена в сторону выхода отверстия для масла на нижней головке шатуна (см. рис. 5).
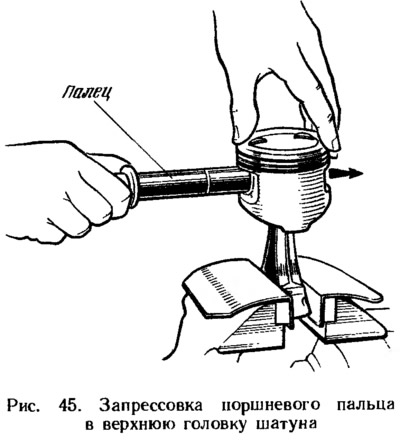
Извлеченный из печи шатун быстро зажимают в тисках. Надевают поршень на шатун, следя за тем, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец проталкивают в отверстие поршня и в верхнюю головку шатуна (рис. 45) до упора заплечика приспособления в поршень. Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 45). Тогда палец займет правильное положение.
После охлаждения шатуна смазывают палец моторным маслом через отверстия в бобышках поршня. Смазывают моторным маслом канавки на поршне и поршневые кольца и устанавливают кольца не поршень. Ориентируют поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок малосъемного кольца — под углом приблизительно 90° к оси замка верхнего компрессионного кольца.


Мотор вытащил за пол часа, еще за пол разобрал весь, и тут начинается самое интересное. Давайте по порядку. Начнем с герметика на котором я собирал мотор, Dirko, это не в коем случае не антиреклама, но он не рабочий, все соединения с намеками на течь масла, а двигатель не работал не минуты! Поддон посаженный так же на герметик с применением прокладки легко оторвал руками как только открутил болты, весь поддон в масле! Площадка под масляный фильтр так же отпотевшая, капель нету, но масляная пленка видна. Вобщем немного расстроился.
Дальше из списка радостей со знаком минус следуют поршня 21213 которые я поставил на весы (фото к сожалению не прилагаю), они весят 377 грамм! не 347 как везде заявлено, а 377, весы проверил, не врут, взвесил десятый горшок 366 грамм, что за хрень? Палец соответствует, ну или почти соответствует заявленным 109гр. у меня на весах 104гр. Начал взвешивать все подряд, и вот что получилось.
Шатун ВАЗ 2110 стандартный(без цветовой маркировки) — 690гр
Шатун облегченный ВАЗ 2110(сам облегчал) — 520гр
Поршень ВАЗ 2110 — 366гр
Поршень ВАЗ 21123(доработанный, лужа 16кубов) — 377гр
Палец поршневой ВАЗ 2110 — 104гр
Маховик ВАЗ 1111 — 4299гр(из них 546гр зубчатый венец)
Маховик ВАЗ 11113(облегченный, БЕЗ дисбаланса, под сцепление Матиз) — 3758гр
Балансир ВАЗ 11113 — 1310гр
Шестерня балансира ВАЗ 1111 — 267гр
Каленвал ОКА "противофазник"(заготовка 2108) — 5020гр
Корзина сцепления ВАЗ 1111 — 2102гр
Диск сцепления ВАЗ 1111 — 552гр
Корзина сцепления Матиз — 2188гр
Диск сцепления Матиз(доработанный) — 588гр
Это не полный список того, что прошло через весы, родной Оковский КВ, тяжелее противофазника где-то на 1500гр, точнее скажу позже. Переварил все увиденное, на следующий день поехал к токарю исправлять косяки, и доводить до ума КВ, готовить его к установке в двигатель. Первое с чего начал — шатуны, пару облегченных мне вряд ли кто продаст, решил зарезать свои, обошелся без фрезеровки с ЧПУ, сделали оправки на нижнюю и верхнюю шейки, зажали в токарку, проточили, в конце все таки пришлось немного поработать на фрезерном, верхнюю шейку резали. Шатуны сделали за два подхода, в первый раз по скромничали, и сняли недостаточно, итог 574гр, на следующий день поправили ситуацию, конечный результат 520гр, выровнил вес на лепестковом круге, взвесил верхнюю и нижнюю шейки, облегчил равномерно, должен работать.
Следующим под нож пошел маховик, убрали дисбаланс, и немного сняли лишнего, было торцевое биение со стороны двигателя 0,3мм! Резал 13й, взвесить до обработки не успел, конечный результат 3758гр, на нем и остановимся. Напомню что у меня сцепление от Матиза, и ранее я уже вырезал поверхность под диск, который больше по наружнему диаметру на 10,5мм. Кто вдруг надумает ставить себе такое же, фото ниже.
С маховиком, КВ, шатунами и поршнями(теперь их весом можно пренебречь) разобрались, балансиры с подшипниками и шестернями выкинул, двигатель еще сбросил около 3кг, неплохо. Следующий этап по низу, шкив привода ремня генератора, Оковский не пойдет, КВ другой, места на посадку нету, соответственно нужно брать новый, поликлиновой. После всего этого, несем КВ с маховиком, корзиной, шкивом на балансировку и смотрим на удивленные лица тамошних спецуриков))
И на последочек голова! Вот тут я в замешательстве, точнее мне все понятно и печально, голову придется менять((( ГБЦ на цельных толкателях увеличенного диаметра, делалась для злой атмосферы, под 628 вал… снова попадос на деньги)) По ГБЦ будет отдельная запись в БЖ, как только решу с распредвалом, скорее всего буду искать узкую фазу 8v и пилить его.
На ВАЗ Ока образца 1988 года устанавливался двигатель объемом 0.65 л. Первый малолитражный автомобиль первоначально разрабатывался на Серпуховском автомобильном заводе в режиме жесткой экономии. Пробные партии малолитражек планировалось выпускать небольшим тиражом — по 50 тысяч экземпляров в год, что значительно повлияло на технические данные автомобиля.
Технические характеристики

Первый вариант двигателя с обозначением ВАЗ-1101 был выпущен в конце 1984 небольшой серией. Массовый выпуск Оки был параллельно запущен в Серпухове и Набережных Челнах с 1988 года. С этого года Ока продолжает оставаться одной из популярных моделей российских автомобилей.
Вид двигателя

Вид в разрезе двигателя

В 2006 году ВАЗ свернул производство двигателя для Оки, так как его адаптация под введенные нормы Евро-2 требовало значительных изменений в конструкции. Автомобили продолжали выпускать компанией СеАЗ с китайским 3-цилиндровым двигателем объемом 1 л.
Размеры поршневой
Дефектовка деталей двигателя
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
На днище поршня выбиты следующие данные:
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
Подбор поршней
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов: A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер – увеличенный на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры диаметров цилиндров и поршней, мм

При подборе поршней к цилиндрам определите зазор между ними как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор установлен 0,025- 0,045 мм, предельно допустимый — 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу – на крышке шатуна.
Размерные классы поршневых пальцев и поршней

Подбор вкладышей коленчатого вала
Номинальный диаметр шеек коленчатого вала, мм:
коренных 50,799-50,819
шатунных 47,830-47,850
Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Номинальная толщина вкладышей, мм:
коренных 1,824-1,831
шатунных 1,723-1,730
Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Зазоры между вкладышами и шейками коленчатого вала, мм:
для коренных подшипников: номинальный — 0,026-0,073, предельно допустимый — 0,11;
для шатунных подшипников: номинальный — 0,02-0,07, предельно допустимый — 0,1.
Биение коленчатого вала должно составлять, мм:
по средней коренной шейке и посадочной поверхности под ведущую шестерню масляного насоса — не более 0,03;
по посадочной поверхности под маховик — не более 0,04;
по посадочной поверхности под шкивы и сальники и под шестерню привода уравновешивающих валов — не более 0,05.
Размеры полуколец, поставляемых в запчасти: номинальный — 2,31-2,36 мм и ремонтный (увеличенный на 0,127 мм) — 2,437-2,487 мм.
Осевой зазор коленчатого вала: номинальный — 0,06-0,26 мм, предельно допустимый — 0,35 мм.

Мои наблюдения.
Все прекрасно знают о качестве резинок для наших табуреток. Так вот пыльники рулевой рейки подходят от рено логан. Стоят так же или же даже чуть дешевле но качество в разы лучше. Поставил такие полет по говнам нормальный)
Вот номер оригинала дубликаты подбираем сами 6001547607. Я поставил sasic.
Масляный фильтр манн от тоуота с двигателем 2jz подходит номер w712/83



Виталий, на 16ю (с литровым 3х-цилиндровым) от Тойоты ещё масляный подходит: toyota 90915-yzzj4 / 90915-yzzd4 / 90915-20004
Задний подшипник внутренний, Матиз, но есть аналоги
ВАЗ: 1111-3104020
ГПЗ: 6-7205А
SKF: 30205 J2/Q
FAG: 30205
SNR: 30205 A
Пыльник шрус Мазда-Демио 09-411 или FB-2047
Пыльник рейки от Фиат Уно.
ЗТЦ от Сузуки Альто.
Подрулевой переключатель от шНивы (с переделкой)
Задние колодки от Лансер-4
Свечи (Иридиевые или Платиновые)
Задние пружины от Nissan Primera 11 (прямые)
Задние амортизаторы от Джимни-Витара 41600-81A00


внутренний, свой 1111, но есть аналоги
ВАЗ: 1111-3104020
ГПЗ: 6-7205А
SKF: 30205 J2/Q
FAG: 30205
SNR: 30205 A
Сальники датчика момента искрообразования и приводов с 08 с тех же механизмов.
сальники приводов ВАЗ 2110
Пыльники на ШРУСы для привоов от мазда-демио встают как родные, даже лучше))), их маркировка 09-411, в каталоге было так, подходят вместо внешних и внутренних, ценник около 300 руб за штуку.
не знаю, понадобится комуто или нет — сателлиты дифференциала — от 2101 ! в око-магазах их нету, а в одном даже спросили — а что это такое — сателлиты )))
А также от Фиат Уно, Матиза. От Уно ставил и пыльники рейки.
А, ну ЗТЦ у меня от Сузуки Альто, с доработками, но посадочные места совпадают. А еще, гы-гы, потолочные рукоятки от Хундай Соната Smile
Газонаполнительные стойки для двери задка, от Нивы
На ВАЗ Ока образца 1988 года устанавливался двигатель объемом 0.65 л. Первый малолитражный автомобиль первоначально разрабатывался на Серпуховском автомобильном заводе в режиме жесткой экономии. Пробные партии малолитражек планировалось выпускать небольшим тиражом — по 50 тысяч экземпляров в год, что значительно повлияло на технические данные автомобиля.
Технические характеристики
Первый вариант двигателя с обозначением ВАЗ-1101 был выпущен в конце 1984 небольшой серией. Массовый выпуск Оки был параллельно запущен в Серпухове и Набережных Челнах с 1988 года. С этого года Ока продолжает оставаться одной из популярных моделей российских автомобилей.
Вид двигателя
Вид в разрезе двигателя
В 2006 году ВАЗ свернул производство двигателя для Оки, так как его адаптация под введенные нормы Евро-2 требовало значительных изменений в конструкции. Автомобили продолжали выпускать компанией СеАЗ с китайским 3-цилиндровым двигателем объемом 1 л.
Размеры поршневой
Дефектовка деталей двигателя
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по диаметру и массе, а также поршневые пальцы к поршням по диаметру и шатуны по массе.
На днище поршня выбиты следующие данные:
Класс цилиндров (А, B, C, D, E) выбит на нижней плоскости блока (привалочной плоскости под масляный картер).
Подбор поршней
Для удобства подбора поршней к цилиндрам по диаметру те и другие делятся на пять классов: A, B, C, D, E (через 0,1 мм). В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный размер – увеличенный на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры диаметров цилиндров и поршней, мм
При подборе поршней к цилиндрам определите зазор между ними как разность между замеренными диаметрами поршня и цилиндра.
Номинальный зазор установлен 0,025- 0,045 мм, предельно допустимый — 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Под ремонтный размер растачивают оба цилиндра, даже если зазор между поршнем и цилиндром превышает предельно допустимый только в одном цилиндре.
Поршневые пальцы делятся по диаметру на три класса (1, 2, 3) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбит на днище поршня, а класс шатуна по пальцу – на крышке шатуна.
Размерные классы поршневых пальцев и поршней
Подбор вкладышей коленчатого вала
Номинальный диаметр шеек коленчатого вала, мм:
коренных 50,799-50,819
шатунных 47,830-47,850
Шейки коленчатого вала можно прошлифовать до одного из четырех ремонтных размеров с уменьшением номинального диаметра шеек, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Номинальная толщина вкладышей, мм:
коренных 1,824-1,831
шатунных 1,723-1,730
Вкладыши поставляются в запасные части также четырех ремонтных размеров, увеличенной толщины, мм:
первого на 0,25 третьего на 0,75
второго на 0,5 четвертого на 1,00
Зазоры между вкладышами и шейками коленчатого вала, мм:
для коренных подшипников: номинальный — 0,026-0,073, предельно допустимый — 0,11;
для шатунных подшипников: номинальный — 0,02-0,07, предельно допустимый — 0,1.
Биение коленчатого вала должно составлять, мм:
по средней коренной шейке и посадочной поверхности под ведущую шестерню масляного насоса — не более 0,03;
по посадочной поверхности под маховик — не более 0,04;
по посадочной поверхности под шкивы и сальники и под шестерню привода уравновешивающих валов — не более 0,05.
Размеры полуколец, поставляемых в запчасти: номинальный — 2,31-2,36 мм и ремонтный (увеличенный на 0,127 мм) — 2,437-2,487 мм.
Осевой зазор коленчатого вала: номинальный — 0,06-0,26 мм, предельно допустимый — 0,35 мм.
Читайте также: