
Как запрессовать палец в поршень ваз 2115
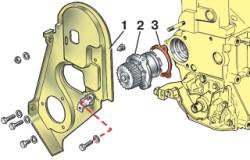
Обновлено: 06.07.2024
11. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними.
12. Для удобства подбора поршней к цилиндрам поршни и цилиндры в зависимости от диаметров делят на пять классов: A, B, C, D, E (табл. Номинальные размеры цилиндров и поршней).
Номинальные размеры цилиндров и поршней

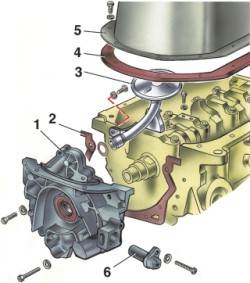
13. На блоке цилиндров группа цилиндров выбита на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.

14. На днище поршня выбиты следующие данные:

15. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу (табл. Классы поршневых пальцев, поршней и шатунов). Поршневые пальцы разбиты по диаметру на три класса (1, 2, 3-й) через 0,004 мм. Маркировка класса пальца нанесена на его торец краской. Класс поршня по пальцу выбит на днище поршня, класс шатуна по пальцу — на крышке шатуна.

Классы поршневых пальцев, поршней и шатунов

16. Замените сломанные кольца и расширитель маслосъемного кольца.

17. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.

Разборка . Снимите поршневые кольца. Уложите поршень в опору с цилиндрической выемкой и с помощью оправки А.60308 выпрессуйте палец (рис. 2.40).
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.


Рис. 2.41. Поршневой палец должен устанавливаться нажатием большого пальца руки


Рис. 2.42. Проверка посадки поршневого пальца
Сборка . Перед сборкой подберите палец к поршню. Для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2.41) и не выпадал из него, если держать поршень как показано на рис. 2.42.
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень с пальцем.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Поэтому поместите шатуны на 15 мин в электропечь, нагретую до 240°С. Для лучшего прогрева положите шатуны верхними головками внутрь печи.


Рис. 2.43. Установка поршневого пальца на приспособление А.60325 для запрессовки: 1 – валик; 2 – поршневой палец; 3 – направляющая; 4 – упорный винт; 5 – дистанционное кольцо
Палец заранее приготовьте к сборке, надев его на валик 1 (рис. 2.43) приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3 и закрепляется винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Для правильного соединения пальца с шатуном запрессовывайте палец как можно скорее, так как шатун быстро охлаждается и после охлаждения нельзя будет изменить положение пальца.


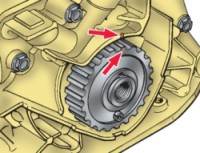
Рис. 2.44. Запрессовка поршневого пальца в верхнюю головку шатуна. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой
Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (рис. 2.44) до упора заплечика приспособления в поршень.
Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном должен соединяться так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла на нижней головке шатуна
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2.44). Тогда палец займет правильное положение.
После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне и поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30–45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом 30–45° к оси поршневого пальца между замками компрессионных колец.


Рис. 2.38. Основные размеры шатунно-поршневой группы
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.

Так как палец вставляется в верхнюю головку шатуна с натягом, то шатун необходимо нагреть до 240° С для расширения его головки.
В печь, уже нагретую до 240° С, шатуны поместить на 15 мин. верхними головками, направленными во внутрь печи.
Для правильного соединения пальца с шатуном следует запрессовать палец как можно быстрее, так как шатун охлаждается быстро и после охлаждения шатуна нельзя будет изменить положение пальца.
Палец надо заранее приготовить к сборке, надев его на валик 1 (рис. Установка поршневого пальца двигателя мод. 2106 на приспособление, для запрессовки его в поршень и головку шатуна) приспособления, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт следует затягивать неплотно, чтобы не произошло его заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун быстро зажать в тисках. Надеть поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием верхней головки шатуна. Приспособлением 1 (рис. Запрессовка поршневого пальца в верхнюю головку шатуна двигателя мод. 2106) закрепленный поршневой палец протолкнуть в отверстие поршня и верхнюю головку шатуна так, чтобы заплечик приспособления соприкасался с поршнем.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на (рис. Запрессовка поршневого пальца в верхнюю головку шатуна двигателя мод. 2106), что позволит пальцу занять правильное положение.
Предупреждение
После охлаждения шатуна палец смазать моторным маслом через отверстия в бобышках поршня.
При установке поршневых колец их замки располагать через 120°.
Шатун обрабатывается вместе с его крышкой и поэтому крышки шатунов невзаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Выпрессовка поршневого пальца Очистка Подбор поршня к цилиндру Проверка зазора между поршнем и пальцем Проверка зазоров между поршневыми канавками и кольцами Проверка зазора между вкладышами и коленчатым валом Контроль массы поршней Сборка шатунно-поршневой группы Проверка запрессовки пальца Проверка параллельности осей нижней головки шатуна и поршневого кольца Рис.
3.8.2 Выпрессовка поршневого пальца
Снимать палец необходимо на прессе с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца. Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их пометьте, чтобы в дальнейшем собрать группу с теми же деталями. .
3.8.3 Очистка
Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения. Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, шатуне и крышке недопустимы и требуют замены деталей. Если на рабочей поверхности вкладышей глубокие риски, или они слишком изношены, замените вкл.
3.8.4 Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм. Рис. 3–25. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец ПРИМЕЧАНИЕ Диам.
3.8.5 Проверка зазора между поршнем и пальцем
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня. ПРИМЕЧАНИЕ По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория указывается цветной меткой на торце пальца: синяя метка — первая категория, зеленая — вторая, красная — третья. Рис. 3–26. Поршневой палец должен устанавливаться простым нажатием .
3.8.6 Проверка зазоров между поршневыми канавками и кольцами
Рис. 3—28. Проверка зазора между поршневыми кольцами и канавками: 1 — поршневое кольцо; 2 — поршень; 3 — набор щупов Зазор по высоте между канавками и кольцами проверяйте как показано на рис. 3—28, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор для верхнего компрессионного кольца составляет 0,045–0,08 мм, для второго — 0,025–0,06 мм и для мас.
3.8.7 Проверка зазора между вкладышами и коленчатым валом
Зазор между вкладышами и шейкой коленчатого вала можно проверять расчетом (измерив детали), или калиброванной пластмассовой проволокой. Для чего: — тщательно очистите рабочую поверхность вкладышей и шатунной шейки и установите группу шатун–поршень на шейке коленчатого вала согласно нумерации; — поместите отрезок калиброванной проволоки на поверхность шатунной шейки, установите крышку на шатун и .
3.8.8 Контроль массы поршней
По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г. Рис. 3–30. Схема удаления металла с поршня для подгонки его веса. Стрелками указаны места, на которых можно удалять металл Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками .
3.8.9 Сборка шатунно-поршневой группы
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи. В печь, уже нагретую до 240°С, шатуны помещают на 15 мин. Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения .
3.8.10 Проверка запрессовки пальца

После сборки группы шатун–палец– поршень проверьте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615: Рис. 3–33. Собранный комплект поршень– палец–шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца: 1 — штифт индикатора в соприкосновении с концом стержня; 2 — головка стержня в соприкосновении с пальцем; 3 —.
3.8.11 Проверка параллельности осей нижней головки шатуна и поршневого кольца
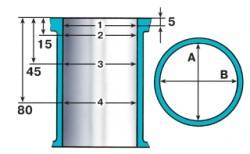
Рис. 3–34. Проверка параллельности осей поршневого пальца и нижней головки шатуна: 1 — собранный комплект шатун–палец–поршень; 2 — выдвижные ножи; 3 — упор; 4 — калибр Перед установкой собранной шатунно-поршневой группы на двигатель проверьте параллельность осей группы специальным прибором (рис. 3–34). Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на .
Читайте также: