
Как поставить кольца на поршень газель
Обновлено: 07.07.2024
Всем доброго времени суток. Ребят подскажите как ставить крльца на 406 мотор,ато в книжке написано про кольца в которыx маслосъемные состоят из двуx дисков и расширительного а у меня маслосъемное цельное и внутри пружинка,
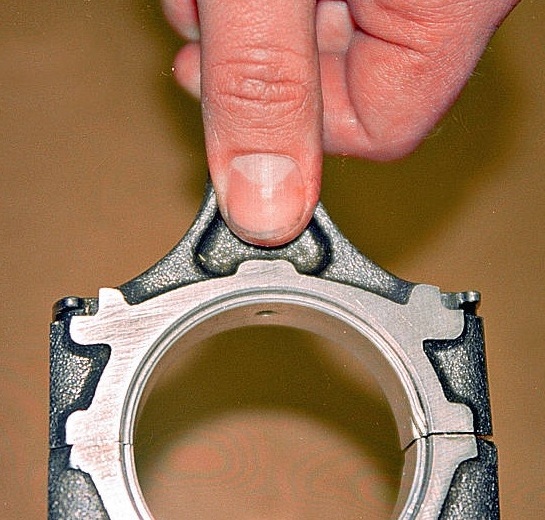
Самое главное разместить замок пружинки (экспандера) в противоположной стороне от замка самого кольца. И еще. Нормальные производители помечают верх поршневого кольца. Но иногда пометок нет. И если для первого и третьего колец верх-низ безразличен, то для второго часто имеет значение. Это относится к случаю т.н. скребкового кольца. Поршневое кольцо ставят на ребро на ровную металлическую или стеклянную поверхность и прижимают пальцем внизу к поверхности. Наклон кольца сразу покажет скребковое оно или нет. Ставить надо так чтобы оно соскребало масло со стенок цилиндра вниз.
region15, Надписи какие либо есть на самих кольцах? Есть, тогда этими надписями вверх ставь, особенно надписью "ТОР". Что за кольца?
К девкам не хожу :-) ЕСТЬ ЖЕНА :-)
Разведение замков колец, действительно, для всех моторов выполняется по единому правилу. Дело в том, что поршневые кольца при работе мотора вращаются в канавках. При этом каждое кольцо вращается со своей скоростью. Из этого следует, что как бы Вы не разводили замки колец, но через 5 минут работы мотора они будут размещаться уже совершенно иначе. Очень часто случается, что замки выстраиваются в ряд и тогда народ чешет репу - куда глаза смотрели, когда мотор собирали . Так что разведение замков колец преследует только одну цель - создать минимальные перетечки рабочих газов при первом пуске, пока ничто не приработалось. Поэтому и правило разведения замков для всех моторов единое:
- размещать замки соседних колец максимально далеко друг от друга:
- не размещать замки колец вблизи плоскости поршневого пальца.
Интуитивно понятной является идея размещения замков через 100-120 градусов, избегая попадания замков в зону поршневого пальца. Напомню, что разведение замков маслосъемного кольца и его экспандера является принципиальным и определяет правильную работу кольца.
Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
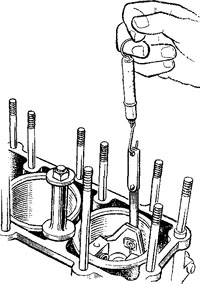
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
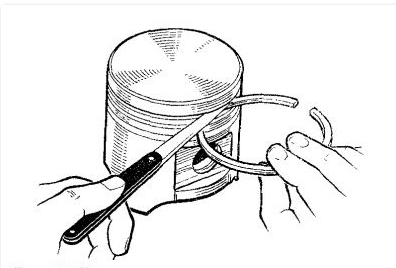
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Проверка зазора в стыках поршневых колец.
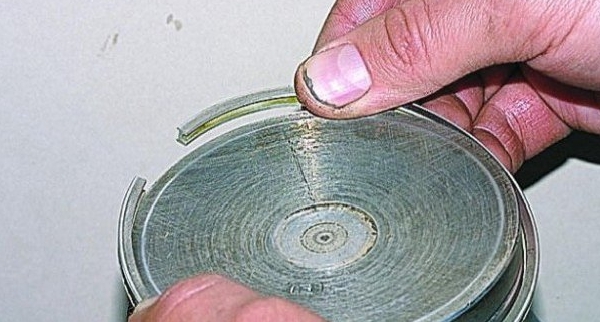
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;

- Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;

- Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;

- И наконец, устанавливаем верхнее компрессионное кольцо.

Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
Как подсобрать шатунно-поршневую группу двигателя ЗМЗ-40524
Очистить днища поршней и канавки для поршневых колец от нагара
Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы и маркируются буквами - A, B, C.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров.
При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу.
Замеры диаметров цилиндров производить при температуре плюс 20±3˚C.
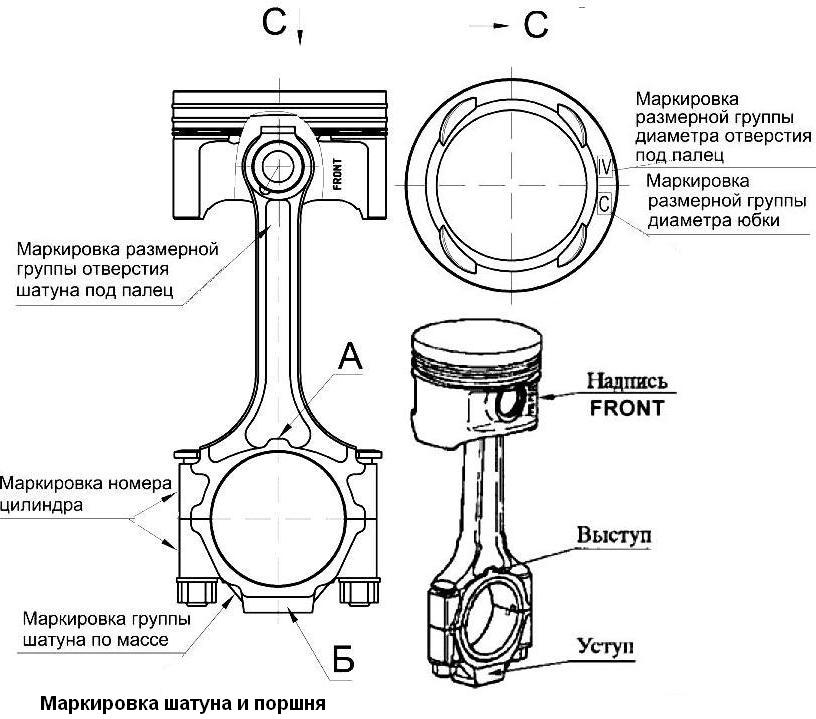
Поршни маркируются буквами на днище (Рисунок 1).
Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Замеры диаметров юбки поршней производить при температуре поршней плюс 20 ± 3 °С.
Пальцы по наружному диаметру, шатуны и поршни по диаметру отверстия под палец сортируются на четыре размерные группы, которые маркируются краской или римскими цифрами (Таблица 1).
Размерная группа отверстия шатуна под палец маркируется краской на стержне в зоне поршневой головки.
Группа отверстия поршня обозначается римскими цифрами, выбитыми на его днище (Рисунок 1), а пальца - римскими цифрами, выбитыми на торце.
Шатун должен быть собран с пальцем одной размерной группы.
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене.
В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец.
Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна — при износе отверстия более допустимого шатун браковать.
Замеры поршней, пальцев и шатунов производить при температуре 20±3 °С.
Шатуны по массе сортируются на три группы и маркируются краской на крышке шатуна (Рисунок 1). Цвет маркировки:
— белый — соответствует массе шатуна 900. 905 г;
— зеленый — 895. 900 г;
— желтый — 890. 895 г.
Размерные группы поршней и цилиндров блока
Размерные группы пальцев, поршней и шатунов
Для установки на двигатель следует брать шатуны одной группы по массе.
Поршни по массе не сортируются.
Проверить разницу масс подобранных комплектов поршень, палец, шатун и кольца, которая не должна превышать 10 г.
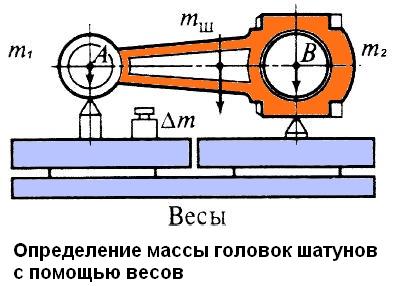
При большей разнице масс комплектов с целью исключения повышенных вибраций двигателя следует выровнять массу комплектов, для этого снять металл у шатунов более тяжелых комплектов с весовых бобышек поршневой или кривошипной головок, в зависимости от массы головок, до размера, не менее указанного на рисунке 2.
При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) —211. 217 г, кривошипной (m2) — 679. 688 г.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна.
Кольца, предназначенные для установки в цилиндры номинального диаметра, маркируются желтой краской на верхнем компрессионном кольце.
Для установки в цилиндры первого ремонтного размера - голубой, второго ремонтного размера - зеленой.

Тепловой зазор, замеренный в стыках, помещенных в цилиндр (Рисунок 4), для новых колец должен быть:
— 0,25. 0,45 мм у верхнего компрессионного кольца;
— 0,45. 0,65 у нижнего компрессионного кольца;
— 0,30. 0,55 мм у коробчатого маслосъемного кольца.
Для изношенных колец допускается максимальный размер в замке не более 1,5 мм.
Кольца для замера теплового зазора в замке помещать в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ) или в оправку аналогичного диаметра.
Поверхность цилиндра предварительно очистить от нагара.
Установка поршневых колец с меньшим тепловым зазором в стыке приведет к схождению стыка кольца при работе двигателя и надиру цилиндра.
Установка изношенных колец с большим зазором приведет к снижению давления такта сжатия и повышенному угару масла.

Проверить щупом боковой зазор между кольцами и стенкой поршневой канавки (Рисунок 5). Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для новых колец и поршней 0,045. 0,090 мм. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм.

Вставить поршня в цилиндры следующим образом:
— протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши,
— повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
— смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
— развести замки колец на угол 120° (ориентировочно) друг к другу, при этом стык пружинного расширителя должен быть размещен напротив замка коробки маслосъемного кольца до установки кольца на поршень.
Рекомендуется не располагать замки колец в плоскости, перпендикулярной оси пальца;

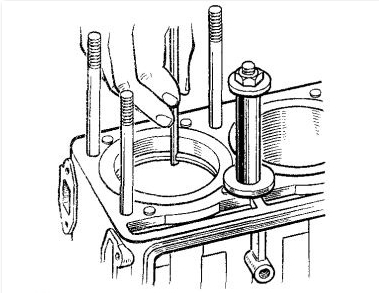
— надеть на болты шатунов предохранительные наконечники, с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (Рисунок 7).
Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна.
Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, или пазы под вкладыши находились с одной стороны.
Завернуть гайки динамометрическим ключом моментом 68. 75 Нм (6,8. 7,5 кгсм).
В таком же порядке вставить поршень четвертого цилиндра.
Повернуть коленчатый вал на 180˚ и вставить поршни второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Размерные группы поршней и цилиндров для двигателя ЗМЗ-4062
Все детали шатунно-поршневой группы делятся на категории и индивидуально подбираются друг к другу
Таблицы размерных групп поршней, цилиндров блока, пальцев и шатунов, а также размеров сопряжений


На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру.
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни ремонтного размера.

Римская цифра указывает требуемую группу пальца.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.

На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.
Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.

Нагреваем поршень до температуры 60–80°С. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.

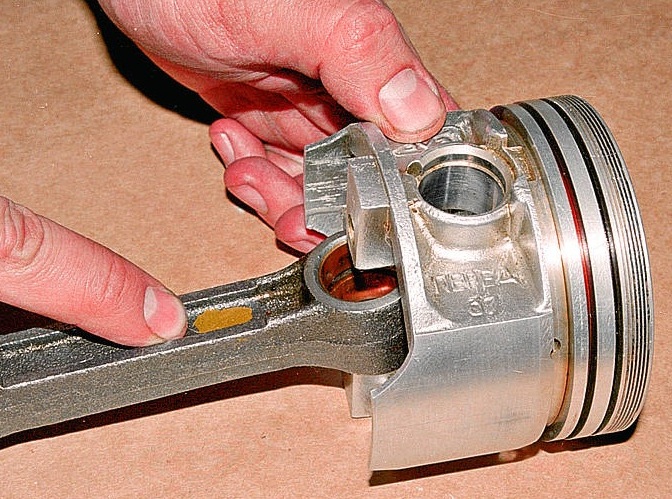
После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись “ПЕРЕД” на поршне.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.

Проверяем поршневые кольца. Установленные в цилиндр на глубину 20–30 мм компрессионные кольца должны иметь зазор в замке – 0,3–0,6 мм, маслосъемное – 0,5–1 мм.
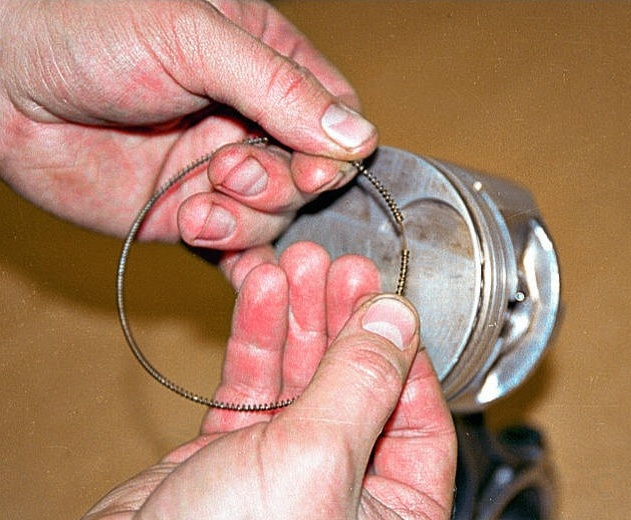

Надеваем кольца на поршень.
Раздвинув замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку, и сводим замок.
Надеваем на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце – 45°, разъемном – 90°.





























Все детали шатунно-поршневой группы делятся на категории и индивидуально подбираются друг к другу.
На днище поршня выбито два обозначения. По букве, нанесенной краской, на новом блоке поршень подбирается к цилиндру.
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни ремонтного размера.
Римская цифра указывает требуемую группу поршневого пальца.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.
На шатуне номер группы тоже обозначается краской. Он должен либо совпадать, либо быть соседней с пальцем группы.
Смазанный моторным маслом палец должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее.
Нагреваем поршень до температуры 60–80°С. Вводим головку шатуна между бобышками поршня и запрессовываем смазанный поршневой палец.
Если нет приспособления, запрессовать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.
Фиксируем поршневой палец с обеих сторон стопорными кольцами.
Проверяем поршневые кольца. установленые в цилиндр на глубину 20–30 мм компрессионные кольца должны иметь зазор в замке – 0,3–0,6 мм, маслосъемное – 0,5–1 мм.
Надеваем кольца на поршень.
Раздвинув замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку и сводим замок.
Надеваем на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце – 45°, разъемном – 90°.
Читайте также: