
Как поменять вкладыши на мазе
Обновлено: 06.07.2024
Вкладыши подшипников коленчатого вала изготовлены из стали 10 и покрыты слоем свинцовистой бронзы БрС-30 толщиной 0,6-1,0 мм.
Для ремонта коленчатого вала предусмотрено 6 ремонтных размеров вкладышей, которые устанавливаются в соответствии с табл.41. Номер ремонтного размера вкладыша должен соответствовать номеру ремонтного размера соответствующих шеек коленчатого вала. Клеймо ремонтного размера наносится на тыльной стороне вкладыша недалеко от стыка. Вкладыши подшипников коленчатого вала следует заменять на всем двигателе только полностью.
Необходимость замены вкладышей определяется износом по толщине и диаметральным зазором в сопряжении. Если износ вкладышей по толщине превышает 0,05 мм или если диаметральный зазор в сопряжениях более 0,23 мм, вкладыши заменяют новыми. Толщина вкладыша измеряется в его середине. Зазор проверяют измерением диаметра шейки коленчатого вала и внутреннего диаметра подшипника (после затяжки болтов крепления крышки). Вкладыши подшипников заменяют при забоинах, трещинах, смятии усика для удержания вкладыша в гнезде.
При повторной установке вкладыши устанавливают только в те постели, из которых они были вынуты ранее. Верхний и нижний вкладыши подшипника коленчатого вала невзаимозаменяемы, так как в верхних вкладышах имеются отверстия для подвода масла и канавки для его распределения. Оба вкладыша нижней головки шатуна взаимозаменяемы.
Шатунные вкладыши меняют по порядку, начиная с подшипника первого цилиндра. Снятые вкладыши тщательно осматривают. При наличии повреждений, имеющих характер неестественного износа, определяют их причину.
Масляные каналы коленчатого вала очищают от загрязненного масла и отложений, протирают шейку мягкой чистой ветошью (шейка должна быть гладкой, без глубоких рисок, заусенцев и наволакивания металла).
Перед установкой подшипников на вал шейку вала и вкладыши смазывают моторным маслом.
Болты крепления шатунных подшипников затягивают с приложением момента 200-220 Н*м (20-22 кгс*м).
Вкладыши коренных подшипников можно заменять при помощи штифта, не снимая коленчатый вал. Штифт представляет собой стальной стержень длиной 25 мм, диаметром 6 мм и имеет головку диаметром 15 мм, высотой 3 мм. Для снятия верхнего вкладыша коренного подшипника штифт вставляют в отверстие масляного канала коренной шейки. Для выталкивания вкладыша коленчатый вал вращают. Для установки вкладыша в гнездо ее накладывают на шейку и усилием руки частично вводят в зазор между шейкой и гнездом. Затем штифт вставляют в отверстие масляного канала и, проворачивая вал, устанавливают вкладыши на место.
Вертикальные болты крепления крышек коренных подшипников затягивают с приложением момента 430-470 Н*м (43-47 кгс*м), а горизонтальные - 100-120 Н*м (10-12 кгс*м).
Вкладыши подшипников коленчатого вала изготовлены из стали 10 и покрыты слоем свинцовистой бронзы БрС-30 толщиной 0,6-1,0 мм.
Для ремонта коленчатого вала предусмотрено 6 ремонтных размеров вкладышей, которые устанавливаются в соответствии с табл.41. Номер ремонтного размера вкладыша должен соответствовать номеру ремонтного размера соответствующих шеек коленчатого вала. Клеймо ремонтного размера наносится на тыльной стороне вкладыша недалеко от стыка. Вкладыши подшипников коленчатого вала следует заменять на всем двигателе только полностью.
Необходимость замены вкладышей определяется износом по толщине и диаметральным зазором в сопряжении. Если износ вкладышей по толщине превышает 0,05 мм или если диаметральный зазор в сопряжениях более 0,23 мм, вкладыши заменяют новыми. Толщина вкладыша измеряется в его середине. Зазор проверяют измерением диаметра шейки коленчатого вала и внутреннего диаметра подшипника (после затяжки болтов крепления крышки). Вкладыши подшипников заменяют при забоинах, трещинах, смятии усика для удержания вкладыша в гнезде.
При повторной установке вкладыши устанавливают только в те постели, из которых они были вынуты ранее. Верхний и нижний вкладыши подшипника коленчатого вала невзаимозаменяемы, так как в верхних вкладышах имеются отверстия для подвода масла и канавки для его распределения. Оба вкладыша нижней головки шатуна взаимозаменяемы.
Шатунные вкладыши меняют по порядку, начиная с подшипника первого цилиндра. Снятые вкладыши тщательно осматривают. При наличии повреждений, имеющих характер неестественного износа, определяют их причину.
Масляные каналы коленчатого вала очищают от загрязненного масла и отложений, протирают шейку мягкой чистой ветошью (шейка должна быть гладкой, без глубоких рисок, заусенцев и наволакивания металла).
Перед установкой подшипников на вал шейку вала и вкладыши смазывают моторным маслом.
Болты крепления шатунных подшипников затягивают с приложением момента 200-220 Н*м (20-22 кгс*м).
Вкладыши коренных подшипников можно заменять при помощи штифта, не снимая коленчатый вал. Штифт представляет собой стальной стержень длиной 25 мм, диаметром 6 мм и имеет головку диаметром 15 мм, высотой 3 мм. Для снятия верхнего вкладыша коренного подшипника штифт вставляют в отверстие масляного канала коренной шейки. Для выталкивания вкладыша коленчатый вал вращают. Для установки вкладыша в гнездо ее накладывают на шейку и усилием руки частично вводят в зазор между шейкой и гнездом. Затем штифт вставляют в отверстие масляного канала и, проворачивая вал, устанавливают вкладыши на место.
Вертикальные болты крепления крышек коренных подшипников затягивают с приложением момента 430-470 Н*м (43-47 кгс*м), а горизонтальные - 100-120 Н*м (10-12 кгс*м).
Коленчатый вал имеет четыре коренные опоры и три шатунные шейки.
В последних есть закрытые заглушками внутренние полости, где масло подвергается дополнительной центробежной очистке.
Эти полости наклонными каналами сообщаются с поперечными каналами в коренных шейках.
Для уравновешивания двигателя и разгрузки коренных подшипников от инерционных сил возвратно-поступательно движущихся масс поршней и шатунов и неуравновешенных центробежных сил на щеках коленчатого вала установлены противовесы, в сборе с которыми вал балансируется.
Кроме того, в систему уравновешивания входят две выносные массы, одна из которых выполнена в виде прилива на маховике, другая представляет собой противовес, установленный на переднем конце коленчатого вала.
Осевая фиксация вала осуществляется четырьмя бронзовыми полукольцами, установленными в выточках задней коренной опоры.
Для предохранения от проворачивания нижние полукольца своими пазами входят в штифты, запрессованные в крышку заднего коренного подшипника.
Носок и хвостовик коленчатого вала уплотняются резиновыми самоподжимными манжетами.
На двигатели устанавливается коленчатый вал 2З6НЕ-1005009 (маркировка 236Н-1005015-У)
Маркируется коленчатый вал на 5-й щеке.
Вкладыши коренных подшипников коленчатого вала и нижней головки шатуна (рис. 1) — сменные, тонкостенные, имеют стальное основание и рабочий слой из свинцовистой бронзы.
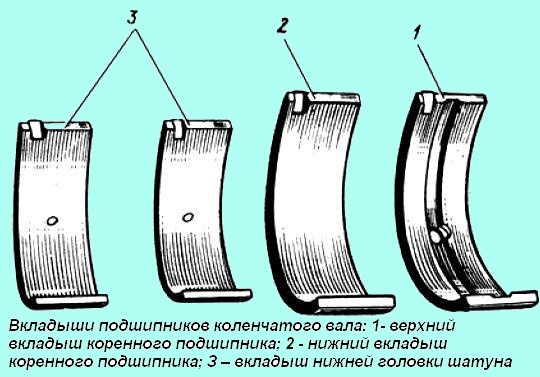
Верхний и нижний вкладыши коренного подшипника коленчатого вала не взаимозаменяемы. В верхнем вкладыше имеются отверстие для подвода масла и канавка для его распределения.
Вкладыши нижней головки шатуна взаимозаменяемы.
На двигателях ЯМЗ-2З6БЕ, ЯМЗ-236Б, ЯМ3-2З6НЕ и ЯМ3-236Н через отверстие во вкладыше масло подводится к втулке верхней головки шатуна и поршневому пальцу.
Установка коленчатого вала на двигатель
При установке коленчатого вала на двигатель обеспечить соответствие размеров вкладышей подшипников размерам шеек вала.
Перед установкой обеспечить чистоту наружных поверхностей и внутренних полостей коленчатого вала и других сопряженных поверхностей.
Смазать шейки и рабочие поверхности чистым моторным маслом.
Крышки коренных подшипников не взаимозаменяемы; при их установке следить, чтобы клеймо на крышке соответствовало клейму на блоке.
Затяжку крышек коренных подшипников начинать с вертикальных болтов и затягивать в два приема с крутящим моментом после повторной затяжки 430 — 470 Нм (43 — 47 кгм), затем затянуть в два приема горизонтальные болты с окончательным моментом затяжки 90 — 120 Нм (9 — 12 кгсм).
Перед затяжкой заднего упорного коренного подшипника выровнять осевой зазор, для чего, слегка притянув болтами крышку подшипника, перемещать коленчатый вал назад-вперед в осевом направлении до упора при помощи ломика сначала назад, затем вперед, выравнивая положение крышки.
Затянув болты, проверить щупом осевой зазор. Он должен быть одинаковым с обеих сторон крышки.
Шейки коленчатого вала могут быть двух номинальных размеров и поэтому возможны следующие варианты маркировки и применение соответствующих им вкладышей.

Замена шестерни коленчатого вала
Шестерню коленчатого вала можно заменить без снятия коленчатого вала с двигателя.
При снятых шкиве и передней крышке блока передний противовес и шестерню спрессовать с помощью съемника.
Перед установкой шестерню и передний противовес нагреть до температуры 105—155°С и последовательно подпрессовывать их до упора с помощью специального приспособления.
Очистка полостей шатунных шеек
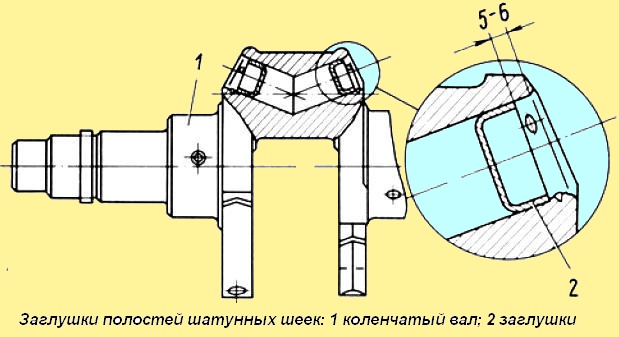
При каждом снятии коленчатого вала с двигателя для замены вкладышей очистить полости шатунных шеек, предварительно удалив заглушки 2 (рис. 2), которыми закрыты полости.
Заглушки заменить новыми, их повторное использование не допускается.
Перед установкой заглушек запилить вспучивание металла у кромок отверстий от предыдущей раскерновки, помыть вал и продуть масляные каналы. Заглушки запрессовать на глубину
5—6 мм от кромки отверстия, после чего раскернить внутри отверстия в трех точках, равнорасположенных по окружности, для предотвращения самопроизвольного выпрессовывания заглушек.
Основные требования к шлифовке шеек коленчатого вала
Шлифовку шеек коленчатого вала на ремонтные размеры производить в пределах предусмотренных размеров, при этом обеспечить выполнение следующих требований:
1. При перешлифовании шеек вала на ремонтные размеры обеспечить плавный радиус 6-0,5 мм перехода от шеек к щекам без подрезов, прижогов, грубых рисок; шероховатость поверхностей шеек не должна превышать 0,20 мкм, радиусов галтелей — 0,32 мкм.
2. Величина радиусов осей всех кривошипов вала должна быть 70±0,12 мм.
3. Допуск параллельности осей средних коренных шеек относительно общей оси крайних коренных шеек не должен превышать 0,010 мм, допуск параллельности осей шатунных шеек относительно общей оси крайних коренных шеек должен быть не более 0,03 мм на длине 100 мм или 0,022 мм на длине шейки.
4. Овальность, конусность, вогнутость и бочкообразность коренных и шатунных шеек не допускаются более 0,005 мм.
5. Трещины на поверхности вала не допускаются. Отсутствие поверхностных дефектов проверить магнитным дефектоскопом с обязательным последующим размагничиванием.
При установке коленчатого вала необходимо обеспечить диаметральный зазор между коренными шейками коленчатого вала и вкладышами в пределах 0,07—0,12 мм.
Для этого необходимо:
- проверить соответствие размеров вкладышей размерам шеек коленчатого вала.
Размеры вкладышей проверяют по меткам, которые завод-изготовитель на наружной поверхности вкладыша;
отвернуть болты крепления крышек коренных подшипников и снять крышки.
Протереть плоскости разъема и гнезда под вкладыши в блоке цилиндров и в крышках коренных подшипников;
- снять упаковку с комплекта вкладышей коренных подшипников и протереть их.
Установить верхние вкладыши с отверстием и канавкой в гнезда, расположенные в блоке цилиндров, а нижние вкладыши – в крышки коренных подшипников, совместив фиксирующие замки с пазами в гнездах.
- установить крышки на блоке цилиндров, ввернуть болты от руки 1 – 2 нитки и затянуть их моментом 300 – 320 Нм (30 – 32 кгсм).
При затягивании болтов необходимо слегка постукивать резиновым молотком по крышке;
- замерить диаметры отверстий коренных подшипников индикаторным нутромером 100—160 мм, диаметры шеек коленчатого вала микрометром 100—150 мм. Разность показаний и даст тот зазор, который будет после установки коленчатого вала.
Если показания не укладываются в пределы допустимого диаметрального зазора, то необходимо подобрать другой коленчатый вал или подобрать вкладыши по толщине из той же размерной группы.
После подбора вкладышей и коленчатого вала по диаметральному зазору снимают крышки коренных подшипников, предварительно отвернув болты.
Перед установкой коленчатого вала в блок цилиндров нужно зачистить острые кромки смазочных отверстий шабером или заправленным бруском, протереть и смазать дизельным маслом верхние вкладыши подшипников коленчатого вала.
Затем устанавливают упорные полукольца коленчатого вала в выточки задней коренной опоры блока цилиндров так, чтобы сторона с канавками прилегала к упорным торцам вала.
Предварительно полукольца необходимо протереть и смазать дизельным маслом.
После установки вала необходимо смазать дизельным маслом его коренные шейки.
При установке крышки заднего подшипника коленчатого вала надо протереть вкладыши и установить на крышку полукольца упорного подшипника так, чтобы сторона с канавками прилегала к упорным торцам вала.
После этого устанавливают ранее снятые крышки, предварительно протерев вкладыши.
При установке крышек необходимо соблюдать совпадение порядкового номера крышки с порядковым номером опоры на блоке цилиндров, при этом клейменная сторона крышки должна быть обращена к левому ряду цилиндров.
Нумерация опор на блоке начинается от переднего торца блока цилиндров.
Болты затягивают динамометрическим ключом моментом 300—320 Нм (30—32 кгсм).
При этом затягивают болты промежуточных опор и передней опоры, а болты крепления крышки заднего подшипника коленчатого вала затягивают после регулировки зазора в упорном подшипнике.
Болты затягивают последовательно в два приема (предварительная и окончательная затяжка), начиная со средних болтов и кончая крайними.
Осевой зазор проверяют набором щупов путем перемещения коленчатого вала вдоль оси в обе стороны.
Зазор должен быть в пределах 0,08—0,23 мм.
Проверять необходимо в двух противоположных точках через 180°.
После затяжки болтов крепления заднего коренного подшипника моментом 300—320 Нм (30—32 кгсм) колебание зазора для одного упорного полукольца не должно превышать 0,05 мм.
Зазор с обеих сторон крышки должен быть одинаковым.
После затяжки болтов коленчатый вал должен проворачиваться легко без заеданий от усилия руки, приложенного к установочным штифтам маховика.
Болты крепления крышки коренных подшипников предохраняются от отвертывания контровочной проволокой.
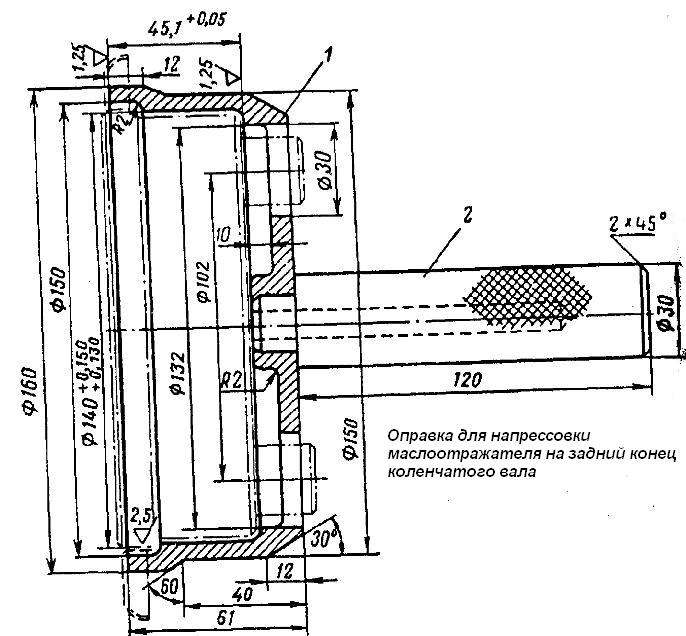
Затем устанавливают и напрессовывают оправкой (рис. 4) на задний конец коленчатого вала задний маслоотражатель и стопорят его вдавливанием металла в четыре отверстия на коленчатом валу.
Устанавливают на передний конец коленчатого вала передний маслоотражатель, замковую шайбу и навертывают от руки гайку крепления переднего противовеса.
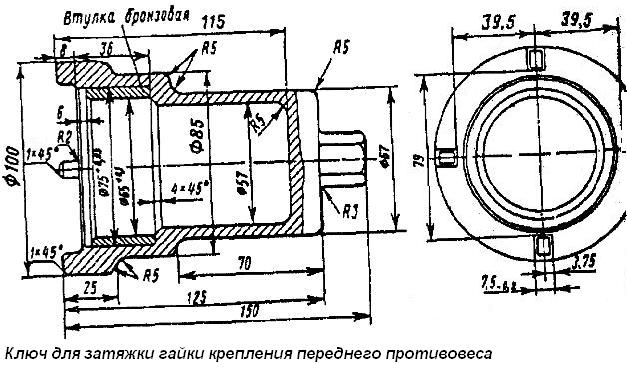
После этого стопорят коленчатый вал от провертывания упором, вставляемым в отверстие противовеса, затягивают гайку ключом (рис. 5) моментом 180—320 Нм (18—32 кгсм) и стопорят ее шайбой.
Извлечь вкладыши нижней головки шатунов нижние (650.1004059).
Разложить детали в нужном порядке.
Снять шатун с поршнем в сборе.
Извлечь вкладыши нижней головки шатунов верхние (650.1004058).
Разложить детали в нужном порядке.
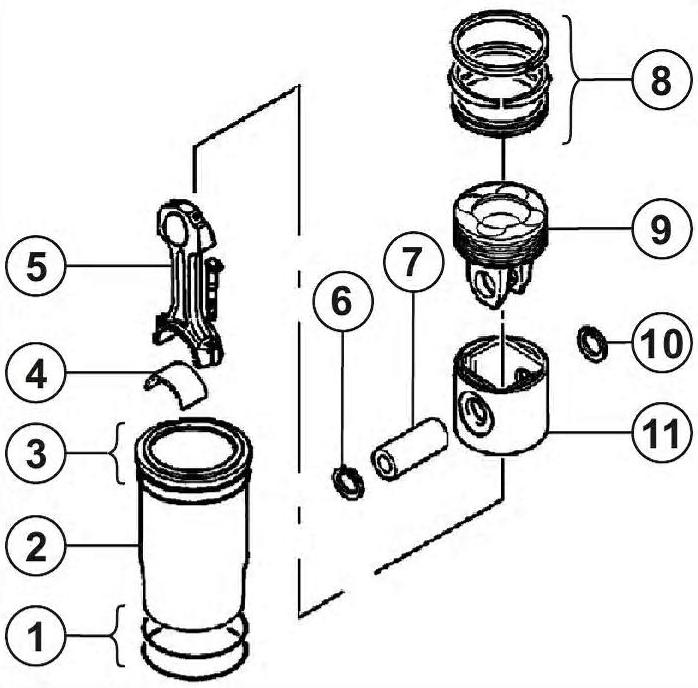
Разборка шатунно-поршневой группы
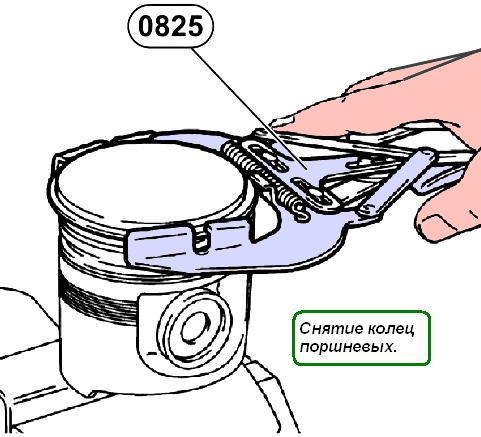
Снять кольца поршневые (8), используя приспособление 0825 (см. Рис. 2).
Снять кольца стопорные (6, 10).
Спрессовать пальцы (7).
Отделить головки поршней (9) от юбок (11).
Контроль деталей КШМ
Поршень: диаметр, палец и его посадочную поверхность, канавки под кольца поршневые.
Кольца поршневые: толщину, зазор в канавке под кольца поршневые, зазор колец стопорных. Шатуны: прямолинейность и выправление, вкладыши.
Сборка шатунно-поршневой группы
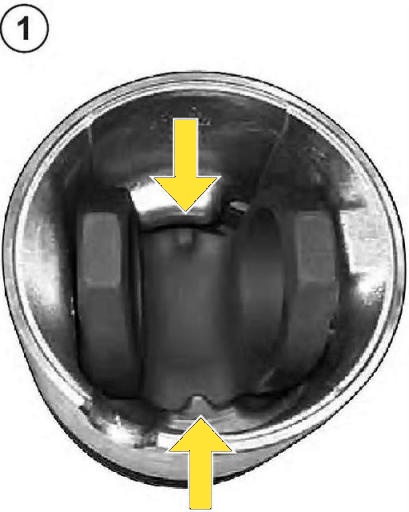
- 1. Смонтировать головку поршня с юбкой, ориентируя бобышки, друг напротив друга (см. Рис 3), (650.1004013 - поршень составной в сборе).
- 2. Собрать поршень с кольцами поршневыми, используя приспособление 0825 (см. Рис. 2):
на поршень устанавливается комплект поршневых колец:
- - первое компрессионное кольцо имеет в сечении двухстороннюю трапецию рабочая поверхность с покрытием хромокерамикой
- - второе компрессионное кольцо прямоугольного сечения (минутное);
- - маслосъемное кольцо коробчатого типа с витым расширителем, рабочие кромки покрыты хромом
- - кольцо компрессионное верхнее (650.1004030),
- - кольцо компрессионное второе (650.1004032),
- - кольцо маслосъемное (650.1004034). Замок кольца маслосъемного поршневого расположить со стороны выемки на юбке поршня (см. Рис. 4).
Замки 3 колец поршневых не должны быть на одной линии (см. Рис. 5).
3. Смазать маслом палец поршневой (650.1004020) и втулку шатуна.
- 4. Собрать поршень с шатуном и пальцами так, чтобы паз под усик вкладыша был со стороны выемки под форсунку на юбке поршня (см. Рис. 6).
- 5. Установить кольца стопорные (650.1004022).
Установка шатунно-поршневой группы
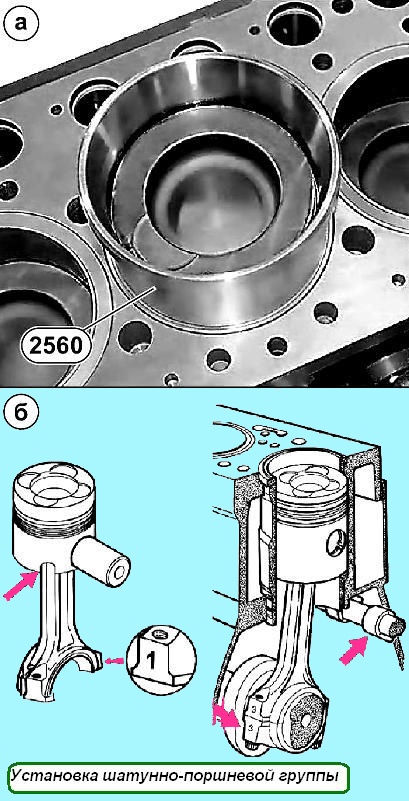
- 1. Установить верхние и нижние вкладыши нижней головки шатуна и смазать моторным маслом рабочую поверхность.
- 2. Смазать моторным маслом рабочую поверхность гильз цилиндров.
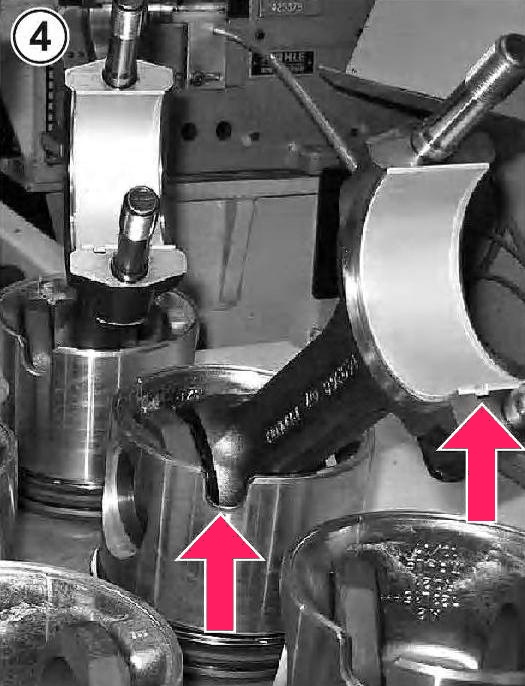
- 3. Установить шатун в сборе с поршнем в блок цилиндров, используя приспособление 2560 (см. Рис.7 а).
- 4. Паз на юбке поршня под форсунку охлаждения поршня должен совпадать с расположением самой форсунки, а номера на шатунах должны быть со стороны, противоположной валу распределительному (см. Рис.7 Б).
5. Установить крышки нижних головок шатунов в соответствии с нумерацией.
- 6. Затянуть гайки крепления крышек шатунов:
- - обеспечить первую затяжку на 80 ± 8 Нм;
- - обеспечить вторую затяжку на 180˚ ± 6˚.
- 7. Проверить зазор между крышками шатуна и шейками вала коленчатого
Моменты затяжки коленчатого вала
Болты крепления крышки коренных подшипников вала коленчатого:
- - предварительный момент затяжки: 80 ± 8 Нм
- - окончательный момент затяжки: 180 ± 6 Нм
Болты крепления маховика с механической коробкой передач. Болты используются только 2 раза. Установка болтов в третий раз недопустима.
Ремонт
Ремонт рессор. Прежде чем приступать к снятию рессоры, нужно затормозить автомобиль стояночным тормозом, установить упоры под колёса, ослабить гайки крепления колес и стремянок рессоры.
Порядок снятия передней и задней (МАЗ-54322) рессор следующий:
· разгрузить домкратом колесо на стороне снимаемой рессоры и установить подставку под лонжерон рамы;
· снять колесо, отсоединить и снять амортизатор (для передней подвески);
· отвернуть гайки стремянок крепления рессоры, подложить под барабан подкладки и, опуская домкрат, освободить балку от рессоры до посадки барабана на подкладку;
· снять клин крепления пальца рессоры, выбить палец, вывести ушко из переднего кронштейна и снять рессору.
Для восстановления поломанной рессоры её необходимо перебрать с целью замены сломанного листа
При сборке рессоры гайки стремянки крепления накладного ушка затягивают с приложением момента 2-4 кгс.м и раскернивают в двух противоположных точках.
В креплении переднего конца рессоры наибольшему износу подвергаются пальцы и втулки. Пальцы и втулки заменяют, если величина зазора в сопряжении более 2мм.
В креплении заднего конца рессоры наибольшему износу подвергаются верхние и боковые вкладыши, которые меняют по мере износа. При их несвоевременной замене происходит износ стенок кронштейнов. При наличии износа стенок по толщине более 2мм кронштейны также должны быть заменены.
Следует обращать внимание на равномерность усадки правых и левых рессор. Если разность усадки левой и правой рессор на груженном автомобиле более 15мм, то рессору с большей усадкой заменяют.
Кронштейны рессор подлежат замене в случае обнаружения трещин или обломов (заварка не допускается), а также в случае износа отверстий под заклепки. При незначительном износе отверстий под заклепки допускается временное крепление кронштейнов к раме болтами, отверстия под болты предварительно развёртывают в нужный размер.
Сборку рессоры производят также на приспособлении с винтовым или гидравлическим прижимом. Листы рессоры перед сборкой необходимо смазать графитной смазкой, собрать и стянуть рессору центровым болтом.
Установка рессор на автомобиль производится в порядке, обратном снятию.
Ремонт задней подвески автомобиля МАЗ-64227. Порядок снятия задней подвески следующий:
· отсоединить карданные валы от среднего и заднего мостов;
· отсоединить трубопроводы пневматической системы, идущие к мостам:
· выбить пальцы верхних реактивных штанг 1 (см.рис. 69), предварительно отвернув гайки, и снять штанги;
· отвернуть болты, крепящие кронштейны балансиров 4 к раме;
· поднять подъёмным устройством за раму заднюю часть автомобиля и выкатить тележку мостов из-под рамы автомобиля. Верхние кронштейны реактивных штанг на картерах редукторов мостов необходимо связать между собой проволокой, чтобы во время выкатывания тележки мосты не опрокинулись и не вышли из-под рессор;
· поставить заднюю часть рамы автомобиля на козлы.
Разборку задней тележки нужно производить в следующем порядке:
· отвернуть гайки стремянок 2;
· поддерживая ось 8 балансиров подъёмным устройством для того, чтобы она не упала, снять стремянки рессор;
· снять рессоры;
· отвернуть гайки пальцев нижних реактивных штанг, выбить пальцы и снять штанги 13;
· откатить задний и средний мосты;
· снять крышки балансиров, слить масло, отвернуть гайку 7, снять замковые 6 и стопорные 5 шайбы, отвернуть кольцевые гайки и снять балансиры в сборе с втулками и сальниками.
Поломанные или имеющие трещины листы рессоры, сломанные центровые болты и хомуты подлежат замене. Трещины на хомутах допускается заваривать и зачищать заподлицо с основной поверхностью.
Первые коренные листы, имеющие износ по толщине более 4мм, меняют местами со вторыми листами рессор. Коренные листы с износом по толщине более 6мм заменяются новыми. Листы с остаточной деформацией (просевшие) рихтуют. Стремянки крепления рессор, имеющие трещины или сорванную резьбу, заменяются новыми. Листы рессор перед сборкой смазывают графитной смазкой, собирают и стягивают рессору центровым болтом.
Втулки и сальники балансиров, пальцы реактивных штанг, изношенные в процессе эксплуатации, подлежат замене новыми.
Установка задней подвески на автомобиль производится в последовательности, обратной снятию.
Номинальные и допустимые без ремонта размеры деталей задней подвески МАЗ-64227 приведены в табл. 10.
Читайте также: