
Как почистить коленвал ваз 2109
Обновлено: 06.07.2024
В вашем браузере включен плагин блокировки рекламы: Существование нашего сайт возможно благодаря показу рекламы. Пожалуйста поддержите нас, отключив блокировку рекламы на нашем сайте.
Мойка блока и коленвала. чем и как ?
Мойка блока и коленвала. чем и как ?
После расточки блока хочу хорошо вымыть блок и колено . Маслоканалы и тд..
Поделитесь опытом пожалуйста чем мыть и как. Хочется хорошо сделать мотор..
Спасибо.
Я сначала воздухом всё продул, затем просто соляркой помыл. каналы все в блоке и в колене грушей резиновой пролил.
Видел одни перцы мыли мовильником, в который был залит керосин.
можно так же залить соляру, а если аккуратно, то и бензином.
Умом Россию не понять.
Цитируя классика шо один человек сделал , другой завсегда сломать сможет .
были Восход, ИЖ-Ю-3 СЗД есть ВАЗ-21081 жоповозка МТЗ-05 для огорода И Т-3 DG теперь RP "Karavelle C"
не , бензином не вариант , после него ржавеет быстро. салярка или керосин.
внутри всё вымоет хорошая синтетика.
прошлой зимой капиталил моторчик, мыл из мовилькика керосинм, перед расточкой, а после проливал каналы керосином и обдувочным пистолетом через компресор, воздухом попеременно перекравая каналы руками или затычками (деревыными). и так несколько раз, пока результат меня не устроил.
Давным-давно мою моторные детали кисточкой с бензом или керосином, смываю паяльной лампой, потом воздух под давлением .
Паяльную лампу не поджигаю. Просто мою струёй бензина.
А я мыл мойкой высокого давления "Керхером" с активной пеной, потом воздухом под давлением. И внутренности тряпочкой с керосином.
тоже активно пользую мовильницу с керосином\солярой.
а снаружи тоже сначала керхером,потом мовильницей(с солярой),потом снова керхером..и сушу после воздухом.

Улучшаем тормоза на Т3. И др. железки для VANAGON
снаружи я дрелью с насадочкой все зачистил аккуратненько.
Вот внутри не знал чем.
В каналы масляные можно ВД-шкой попшикать ? Особенно в коленвале интересует.
вообще смолы лучше всего отъедаются очистителем карбюратора аэрозольным а так хорошо бы блок на ночь замочить в ванной в смеси солярки с бензином..а на заводах частенько варят в растворах щелочи железки.чтобы отмыть их от масел и прочей шняги..хотя все и так мовильницей с компрессором отмывается на ура.
Улучшаем тормоза на Т3. И др. железки для VANAGON
Сегодня купил эту самую мовильницу, керосин и уайт-спирит.
размешал 3:1 и отмыл блок - неожидал как хорошо с мовильницей работать.
Ксенону и всем спасибки за совет
на мойке беру поллитра ДЕКО, специальной жидкости.. Разбавляю, мою , обильно смачивая, потом керхером. ВСЁ отмывается, как будто только с отливки.
Завтра хочу и маслоканалы в ГБЦ продуть с помошью керосина и мовильницы.
Сегодня залил керосин в углубления ГБЦ где тарелки клапанов - ждал,ждал пока утечет - час прошел стоит керосин. Завтра посмотрю..
ну вот на счёт головки и пр , там где надо отмыть нагар , лаки , шлаки и пр гавно советую взять шуманит. это хрень для мойки газовых плит , продаётся в любом супермаркете. смывает всё на раз. только пользоваться надо очень аккуратно , ибо злая хрень очень , щелочная. работать только в резиновых перчатках , если нет желания получить химический ожёг. аллюминий на долго не замачивать , 2-3-5 мин достаточно , а потом мягкой железной щёткой и хорошо смывать. стальные/чугунные детальки потом протереть керосином , маслом или саляркой , чтоб защитить от коррозии.
pilotsu писал(а): Завтра хочу и маслоканалы в ГБЦ продуть с помошью керосина и мовильницы.
Сегодня залил керосин в углубления ГБЦ где тарелки клапанов - ждал,ждал пока утечет - час прошел стоит керосин. Завтра посмотрю..
Опытные автослесаря отлично знают как правильно собрать двигатель после расточки блока,но чтобы не было накладок я рекомендую всё же прочитать этот материал.
А для не опытных и тех кто решил попробовать самостоятельно сделать капитальный ремонт своего двигателя,или даже если вы хотите отдать свой двигатель в ремонт , прочитать эту статью просто необходимо.
Не многие знают о том что хонинговка блока происходит с применением хонинговальной пасты в состав которой входит мелкодисперсная алмазная пыль,которая в процессе хонингования практически втирается в материал блока
И многие делают ошибку просто промыв блок бензином или солярой после расточки.Некоторые просто промывают блок кёрчером или кёрхером кому как нравится,ошибочно считая что с блока нужно просто смыть стружку от резца.
После такой промывки ваш блок проходит не более 5000-8000 километров,при этом потребление масла не будет отличатся от расхода который был до ремонта,криворукий автослесарь будет объяснять это притиркой колец и обещать что скоро расход масла прекратится и всё войдет в норму ,и даже после предъявления ему претензий по качеству ремонта вам разберут за ваши же деньги двигатель повторно и покажут полностью изношенные поршневые кольца ,обвинив производителя колец в производстве не качественных запчастей .Да с одной стороны человек производивший сборку двигателя в чём то прав,действительно запчасти которые сейчас продаются нельзя назвать качественными ,но даже самые дешёвые кольца не могут стереться за такой пробег,вся проблема в не правильной обработке гильз после расточки. Даже повторная замена колец ни чего не даст,так как алмазная паста остаётся практически на всегда в материале блока,и сколько бы раз вы не меняли кольца ,проблема истирания колец будет оставаться .
Только правильная промывка двигателя ,спасёт вас от от ещё одной расточки блока !
Промывка блока делается обычной теплой водой с применением хозяйственного мыла и поролоновой губки,необходимо промыть гильзу на несколько раз ,просушить сухой ветошью , взяв листок обычной белой бумаги несколько раз потереть стенку гильзы,и если на бумаге остался тёмный след процедуру следует повторить , сборку двигателя можно производить только тогда ,когда листок бумаги будет оставаться практически чистым.
Нормальный расход масла после правильной промывки блока не должен превышать 100-150 грамм на первой 1000 километров и в последствии должен прекратится полностью!
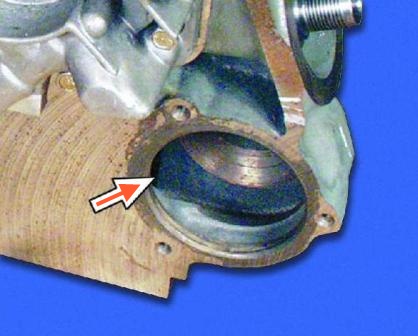
По обработке коленвала особых рекомендаций нет , после шлифовки в обязательном порядке необходимо вытащить пробки из технологических отверстий ,прошампурить и промыть бензином или дизтопливом масляные каналы , потом при необходимости рассверлить отверстия под ближайший размер резьбы ,нарезать резьбу ,закрутить новые с предварительно пропиленным пазом под шлицевую отвёртку пробки изготовленные из обычных болтов в промытый коленвал , и сделать пару точек керном для предотвращения самопроизвольного отворачивания пробки.
Стандартные пробки для отечественных двигателей желательно не применять,по причине некачественного изготовления , были уже случаи выдавливания этих пробок давлением масла,так как очень часто встречаются откровенные подделки
Отверстия масляных каналов в шейках желательно слегка прозенковать обычным сверлом(прям совсем чуть-чуть), либо слегка ударить молотком по установленному в отверстие шарику подходящего размера , размер шарика не критичен,но он должен быть больше отверстия масляного канала чтобы исключить его попадание внутрь коленвала .
Но даже если вы этого не сделаете ни чего страшного ни произойдет , единственно что баббит ( материал которым покрыт вкладыш) будет поцарапан и снятый метал вкладыша опять попадёт в только что прочищенный коленвал. И по новой создаст условия для заполнения смолами сгоревшего масла внутренних полостей коленвала.
Ремонт блока цилиндров, коленвала и маховика ВАЗ-2109
Осмотр, дефектовка и ремонт блока цилиндров, коленчатого вала и маховика ВАЗ-2109
После разборки тщательно очистите, промойте и просушите все детали.
Расточку и хонингование цилиндров обязательно проводите в специализированных мастерских.

Тщательно очистите с поверхностей блока цилиндров остатки старых уплотнительных прокладок.
Внимательно осмотрите блок, особенно в местах отверстий под болты крепления головки блока.
Если на блоке появились трещины, его надо заменить.
Проверьте герметичность рубашки охлаждения блока цилиндров.
Для этого заглушите отверстие под водяной насос и залейте керосин в рубашку охлаждения.
Если заметна течь керосина, значит блок не герметичен и его надо заменить.

Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер или замените блок цилиндров.
При дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.
Очистите нагар в верхней части цилиндров.
Если там образовался поясок вследствие износа цилиндров, снимите его шабером.
Предусмотрены два ремонтных размера цилиндров:
Первый ремонтный размер: диаметр цилиндров увеличен на 0,4 мм.
Второй ремонтный размер: диаметр увеличен на 0,8 мм.
Даже если дефекты обнаружены только в одном цилиндре, необходимо расточить все четыре цилиндра под один ремонтный размер.
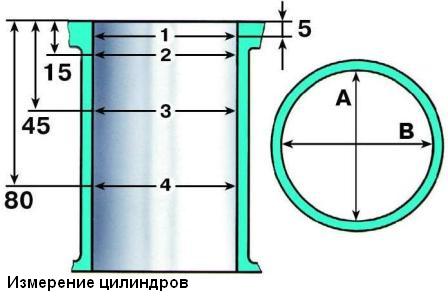
Замерьте диаметры цилиндров в двух перпендикулярных плоскостях (вдоль и поперек блока цилиндров) и четырех поясах.
Если полученный результат хотя бы в одном цилиндре превышает номинальный более чем на 0,15 мм, надо расточить цилиндры под следующий ремонтный размер.
Для измерения цилиндров существует специальный прибор – нутромер.
Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала.
Номинальный зазор должен быть в пределах 0,026–0,073 мм. Предельно допустимый зазор составляет 0,15 мм.
Если полученный результат превышает 0,15 мм, коленчатый вал надо прошлифовать под следующий ремонтный размер и установить вкладыши соответствующего ремонтного размера.
Завод-изготовитель рекомендует проверять зазоры с помощью пластмассовой калиброванной проволоки следующим образом:
1). Тщательно очистите постели и крышки от масляных отложений.
2). Очистите шейки коленчатого вала и вкладыши подшипников.
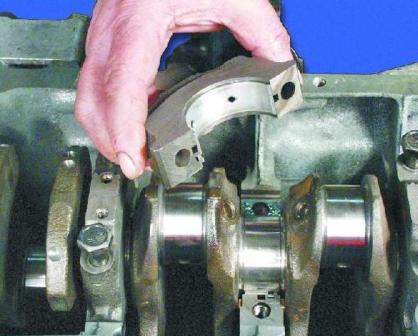
3). Уложите коленчатый вал на постели коренных подшипников с установленными вкладышами.
4). Положите на шейки коленчатого вала обрезки калиброванной пластмассовой проволоки.
5). Установите крышки коренных подшипников с установленными в них вкладышами, заверните болты крепления крышек и затяните моментом 82 Нм (8,2 кгс·м), не проворачивая коленчатый вал.
6). Снимите крышки коренных подшипников. Зазор определяется по степени сплющивания проволоки с помощью шкалы, нанесенной на упаковку проволоки.
Тщательно прочистите и промойте масляные каналы коленчатого вала.
Если на коренных и шатунных шейках есть незначительные задиры, риски, царапины или износ шеек превышает 0,03 мм либо овальность шеек больше 0,03 мм, то нужно прошлифовать шейки до ближайшего ремонтного размера.
Затем отполируйте шейки и притупите острые кромки фасок масляных каналов абразивным конусом.
Промойте коленчатый вал и продуйте сжатым воздухом масляные каналы.
Овальность и конусность всех шеек не должна превышать 0,005 мм.
После шлифовки шеек установите вкладыши соответствующих ремонтных размеров. Если на коленчатом валу есть трещины, замените его.

Осмотрите вкладыши коренных подшипников. Если на них есть риски, задиры, отслоения, вкрапления твердых частиц и т.п., замените вкладыши
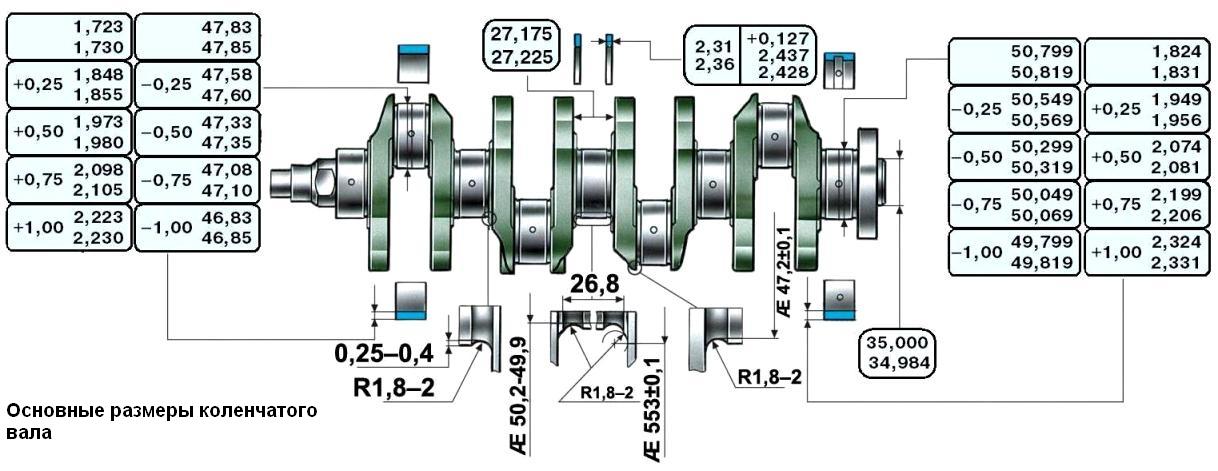
Основные размеры коленчатого вала даны на рисунке 9.
Коленчатый вал — литой, чугунный, пятиопорный.
Предусмотрена возможность перешлифовки шеек коленчатого вала при ремонте с уменьшением диаметра на 0,25; 0,5; 0,75 и 1 мм.
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами.
Они вставляются в гнезда блока цилиндров по обе стороны среднего коренного подшипника, причем с задней стороны ставится металлокерамическое полукольцо (желтое), а с передней стороны — сталеалюминевое.
Полукольца изготавливаются двух размеров — нормального и увеличенного по толщине на 0,127 мм.
Вкладыши подшипников коленчатого вала — тонкостенные, сталеалюминевые. Верхние вкладыши 1, 2, 4 и 5 опор коленчатого вала с канавкой на внутренней поверхности, а нижние вкладыши — без канавки.
Шатунные вкладыши (верхние и нижние) также без канавки. Ремонтные вкладыши изготавливаются увеличенной толщины под шейки коленчатого вала, уменьшенные на 0,25; 0,5; 0,75 и 1 мм.
Маховик — чугунный, литой, с напрессованным стальным зубчатым ободом для пуска двигателя стартером. Центрируется маховик цилиндрическим выступом на фланце коленчатого вала.
На задней плоскости маховика около зубчатого обода имеется установочная метка в виде конусной лунки. Она должна находиться против шатунной шейки четвертого цилиндра.
Осмотрите коленчатый вал. Трещины в любом месте коленчатого вала не допускаются.
На поверхностях, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски.
Установите коленчатый вал крайними коренными шейками на две призмы рисунок 7 и проверьте индикатором биение:
– коренных шеек и посадочной поверхности под ведущую шестерню масляного насоса (не более 0,03 мм);
– посадочной поверхности под маховик (не более 0,04 мм);
– посадочной поверхности под шкивы и поверхностей, сопрягающихся с сальниками (не более 0,05 мм).

Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек более 0,03 мм, а также, если на шейках есть задиры и риски.
Шлифуйте шейки с уменьшением диаметра до ближайшего ремонтного размера.
При шлифовании выдерживайте размеры галтелей шеек, аналогичные указанным на рисунке 6 для нормальных размеров коленчатого вала.
Овальность и конусность коренных и шатунных шеек после шлифования должна быть не более 0,005 мм.
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм.
Для проверки установите вал крайними коренными шейками на призмы и выставьте вал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек.
Затем индикатором проверьте смещение в вертикальном направлении шатунных шеек 2, 3 и 4 цилиндров относительно шатунной шейки 1-го цилиндра. Прошлифовав шейки, отполируйте их с помощью алмазной пасты или пасты ГОИ.
После шлифования и последующей доводки шеек удалите заглушки масляных каналов, а затем обработайте гнезда заглушек фрезой А. 94016/10, надетой на шпиндель А. 94016.
Тщательно промойте коленчатый вал и его каналы для удаления остатков абразива и продуйте сжатым воздухом. Оправкой А. 86010 запрессуйте новые заглушки и зачеканьте каждую в трех точках кернером.
На первой щеке коленчатого вала маркируйте величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).

На вкладышах нельзя производить никаких подгоночных операций. При задирах, рисках, или отслоениях замените вкладыши новыми.
Зазор между вкладышами и шейками коленчатого вала проверяют расчетом (промерив детали). Удобно для проверки зазора пользоваться калиброванной пластмассовой проволокой.
В этом случае метод проверки следующий:
– тщательно очистите рабочие поверхности вкладышей и соответствующей шейки и положите отрезок пластмассовой проволоки на ее поверхность;
– установите на шейке шатун с крышкой или крышку коренного подшипника (в зависимости от вида проверяемой шейки) и затяните гайки или болты крепления.
Гайки шатунных болтов затягивайте моментом 51 Нм (5,2 кгс·м), а болты крепления крышек коренных подшипников моментом 80,4 Нм (8,2 кгс·м);
Для измерения зазора – снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора.
Номинальный расчетный зазор составляет 0,02–0,07 мм для шатунных и 0,026–0,073 мм для коренных шеек.
Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши.
При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины).
Упорные полукольца. Так же как и на вкладышах, на полукольцах нельзя производить никаких подгоночных операций.
При задирах, рисках или отслоениях заменяйте полукольца новыми. Полукольца заменяются также, если осевой зазор коленчатого вала превышает максимально допустимый – 0,35 мм.
Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06–0,26 мм.
Осевой зазор коленчатого вала проверяется с помощью индикатора
Проверьте состояние зубчатого обода и в случае повреждения зубьев замените маховик.
Если маховик имеет цвета побежалости на поверхности 3 необходимо проверить натяг обода на маховике.
Обод не должен проворачиваться при крутящем моменте 590 Нм (60 кгс·м) или сдвигаться в осевом направлении под усилием 3,9 кН (400 кгс).
На поверхности 1 маховика, прилегающей к фланцу коленчатого вала, и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры.
Допуск неплоскостности поверхности 3 составляет 0,06 мм. Царапины и задиры на поверхности 3 удалите проточкой, снимая слой металла толщиной не более 1 мм.
При этом проточите также и поверхность 2, не затрагивая зубчатый обод и выдерживая размер (0,5 ±0,1) мм.
При проточке необходимо обеспечить параллельность поверхностей 2 и 3 относительно поверхности 1.
Допуск непараллельности 0,1 мм. Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, и проверьте биение плоскостей 2 и 3.
В местах, указанных стрелками на рисунке 10, индикатор не должен показывать биений, превышающих 0,1 мм.

Во-первых, уменьшается количество грязи, и соответственно повышается ресурс двигателя.
Во-вторых, улучшается циркуляция масла, особенно это актуально в зимнее время, когда масло становится густым, тоже повышается ресурс двигателя.
В-третьих, снижается общий дисбаланс коленвала.
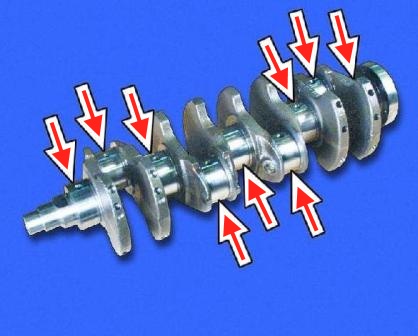
Почистить коленвал, чуть ли ни самая важная процедура при ремонте двигателя, но не многие знают что коленвал нужно чистить при каждом ремонте двигателя, еще меньше людей знают как именно нужно чистить коленвал. Коленвал является своего рода артерией. В нем есть сверления и полости, по которым моторное масло подается для смазки шатунных вкладышей и втулок поршневых пальцев. Если же коленвал забит грязью и не почищен, моторное масло будет доходить до шатунных шеек в недостаточном количестве и возможно вообще не дойдет ко втулкам поршневых пальцев.
Бывали случаи, что грязь полностью забивала масляные каналы, и от этого естественно пары трения начинали работать на сухую и быстро выходили из строя. Обычно такое случается, когда водители экономят на фирменных масляных фильтрах, покупая их подешевле на рынке. И если даже мотор и доживал до капиталки без поломок, то в коленчатом вале было обнаружено очень много отложений. От этого, кроме риска перекрытия масляных каналов, ещё и нарушалась балансировка коленвала, ведь грязь при достаточном отложении, весит десятки грамов и откладывается неравномерно. В итоге возникает вибрация двигателя, а ресурс коренных подшипников резко сокращается.
Из вышесказанного, важность очистки каналов коленвала думаю понятна, а вот как их правильно вскрыть и очистить?
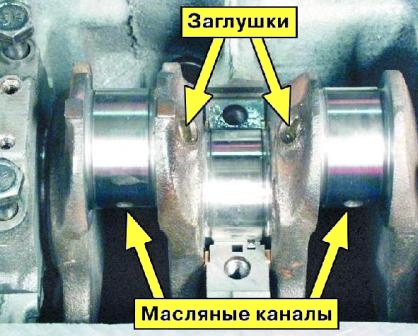
А чистить будем таким образом:
• для начала нужно выбить заглушки коренных шеек, для этого с одной стороны пробиваю дырку в заглушке, в эту дырку вставляю слегка изогнутую арматурину и выбиваю изнутри коренной шейки заглушку, которая находится с другой стороны, после чего таким же способом выбиваю дырявую заглушку, и так на всех шейках.
• после того как выбиты все заглушки, нужно тщательно вычистить всю грязь из коленвала, думаю значение слова "тщательно" не стоит расшифровывать. Металлическим ёршиком очищаем полость шатунной шейки от грязи, а затем для верности заливаем туда какой нибудь растворитель (советую ацетон или фирменный размягчитель отложений Dreumex Solu-Cleaner) и даём откиснуть хорошенько несколько часов. После этого выливаем всю черноту из полостей и затем советую использовать моющее средство (можно на водной основе), которым следует промыть каналы и полости под давлением.
• когда вся грязь вычищена, можно попробовать промыть полости коленвала соляркой.
• теперь дело за малым, остается забить новые заглушки.Новые заглушки нужно аккуратно забить по месту посадки старых. В этом случае лучше использовать специальную оправку, на которую заглушка одевается, а затем уже заглушка вместе с оправкой вставляется в своё посадочное место, и запрессовывается. Оправку можно купить вместе с заглушками (бывает в наборе в продаже), а если не найдёте в магазине, то можно и токарю заказать.
• напоследок нужно продуть коленвал сжатым воздухом, чтобы убедиться что отверстия не забиты грязью.
СОВЕТ. Перед покупкой новых заглушек, измерьте посадочные места заглушек в своём коленвале (внутренний диаметр), а когда будете покупать сами заглушки, то измерьте их наружный диаметр. Натяг при запрессовке должен составлять 0,3 мм (наружный диаметр заглушек, больше на 0,3 мм, чем внутренний диаметр посадочного отверстия в шейке вала). Свободная посадка здесь недопустима.
Читайте также: